 +38 (067) 445-60-35
+38 (067) 445-60-35 info@kdtmac.com.ua
info@kdtmac.com.uaАвтоматический кромкооблицовочный станок KE-268JSA


Автоматический кромкооблицовочный станок KE-268JSA
В наличии
Топ продаж
- Работа с PUR и EVA клеями
- Сменная верхняя клеевая ванна с предрасплавом
- Пневмоперенастройка узлов
- Скорость подачи: 8-12 м/мин
- Узлы станка: 1. Узел прифуговки. 2. Узел нанесения клея. 3. Узел торцевания. 4. Фрезерный узел для снятия свесов. 5. Контурная обработка углов (1 мотор). 6. Узел циклевания с радиусными ножами. 7. Узел циклевания с прямыми ножами. 8. Полировальный узел
- Ёмкости с разделительной и очищающей жидкостями
- Узел прогрева торца заготовки
- Автоматическая система смазки направляющих узла торцовки
Назначение
Автоматический кромкооблицовочный станок KE-268JSA проходного типа с верехней клеевой ваной для EVA/PUR клея и пневмоперестановкой узлов предназначен, для одновременного облицовывания прямолинейных кромок мебельных щитов и заготовок синтетическим рулонным материалом.
Узлы станка
- Узел прифуговки.
- Прижимной узел.
- Узел торцевания.
- Фрезерный узел для снятия свесов.
- Узел контурной обработки (раунды).
- Узел циклевания с радиусными ножами.
- Узел циклевания с прямыми ножами.
- Полировальный узел.
Отличительные особенности
- Станок может работать 24 часа в день без остановок;
- Скорость подачи до 12 м/мин.
- Верхняя клеевая ванна для EVA/PUR клея с предварительным расплавом клея с автоматической пневматической загрузкой гранулированного клея из специального бункера;
- Автоматическая перенастройка на 2 разные толщины кромки быстрым нажатием соответствующей кнопки на экране управления станком;
- Перенастройка торцовочного узла между разными углами обработки 2° и 15° с панели управления;
- Автоматическая регулировка подъема/опускания прижимной траверсы в соответствии с толщиной заготовки;
- Возможность обработки заготовок после операций сверления;
- Инфракрасная лампа нагрева торца заготовки;
- Конвейерная подача с энкодерной системой;
- Счетчик кромки;
- Усиленный конвейер;
- 3 прижимных роликов со скребками;
- Пневматический механизм снятия циклевочной стружки с заготовки;
- Пульт управления “Touch screen”;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами;
- Возможность программирования технологических перерывов;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Концевые выключатели на дверцах в защитной кабине;
- Шток дозатор подачи заготовок, предотвращает повреждения узлов станка во время работы;
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- На всех узлах установлены счётчики тонкой настройки.
- Исполнение по стандартам СЕ.
- На станке установлены два узла нанесения жидкостей:
- Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
- Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А так же для придания блеска обработанной кромки детали.
Конструктивные преимущества
Станина кромкооблицовочного станка имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течении всего срока эксплуатации.

Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen». Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
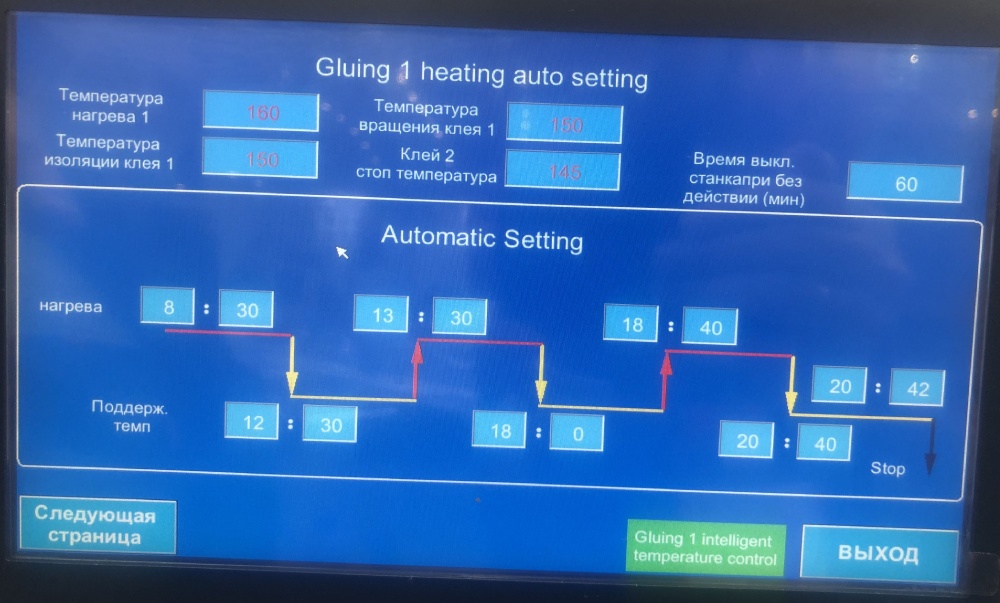
Возможность программирования технологических перерывов нагрева клеевой ванны.

Толщина стенок направляющих башмаков конвейера увеличена до 15 мм.

Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы.

Новая конструкция колонн верхней балки увеличенной жесткости и специальной геометрии разработана инженерами завода KDT, дает опору высокой прочности. Перемещение прижимной балки при перенастройке по толщине детали происходит более стабильно и равномерно.

Узел прифуговки оснащен двумя высокочастотными двигателями, что обеспечивает качественную обработку торца материала перед приклеиванием кромки. Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами. Узел предварительной прифуговки оснащен алмазными фрезами высотой 60 мм и диаметром 100 мм.

Предварительный нагрев торца заготовки для лучшей адгезии.

Прижимной узел состоит из 3 роликов, которые приводятся в действие с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания. Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой. Ролики оснащены механизмом очистки от клея. Перенастройка узла на другую толщину кромки происходит с пульта управления станком.

Автоматическая верхняя клеевая ванна с предварительным расплавом для EVA/PUR клея и функцией автоматической очистки клеевого ролика. Клей подается дозированно и не перегревается при простоях станка. Обзорное окно позволяет контролировать наличие клея.
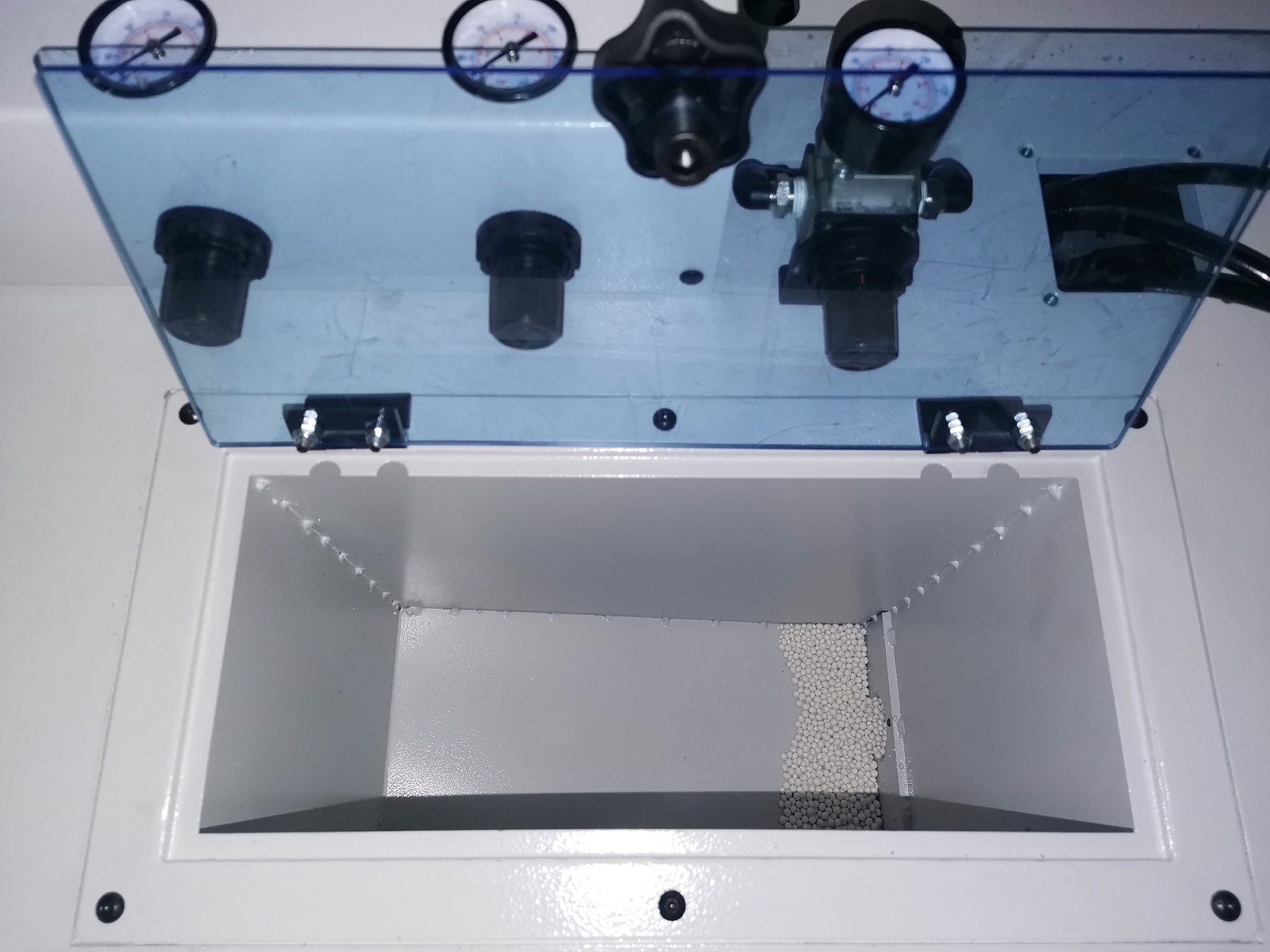
Станок оснащен автоматической пневматической загрузкой гранулированного клея. Внизу в станине станка установлен большой бункер на 12,5 кг из которого посредством воздушного потока, гранулы транспортируются в верхний бункер с предрасплавом.

Узел торцевой обрезки оснащен двумя высокочастотными электродвигателями, а перемещение пильных узлов осуществляется по специальным линейным направляющим. Узел оснащен системой автоматической смазки направляющих, а также собственным аспирационным патрубком. Перенастройка узла между разными углами обработки 2° и 15° происходит с пульта управления станком.

Фрезерный узел состоит из двух высокочастотных электродвигателей оснащенных радиусными фрезами, которые позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм. Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе) установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.
Новая модификация копиров на узле фрезероваания свесов и циклевочном узле имеет большую площадь контакта с деталью. Такие копиры не оставляют следов на деталях с любой поверхностью, в том числе деликатных.
Фрезерный узел настраивается на разные толщины кромки и переключается с пульта управления.

Узел контурной обработки (раундов) оснащен одним высокоскоростным мотором и успешно работает на скорости 8 м/мин.

Радиусное циклевание двумя твердосплавными радиусными ножами, которые после фрезеровки кромки толщиной 2,0 мм снимают тонкий слой с отфрезерованной части кромки в результате мы получаем ровную обработанную поверхность.
Узел циклевания оснащен механизмом отделения стружки от заготовки после циклевания.
Перенастройка узла на другую толщину кромки происходит с пульта управления станком.

Узел прямого циклевания оснащен четырьмя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью. Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.

Полировальный узел служит для снятия излишков клея, а также для придания полировочного блеска сфрезерованной части кромки.

Автоматическая регулировка подъема/опускания прижимной траверсы обеспечивает быструю и точную установку на необходимую толщину детали.

Узел централизованной смазки автоматически осуществляет смазку направляющих узла торцовки.

Автоматическая смазка конвейера осуществляется электрическим насосом.

Электрические комплектующие ведущего мирового производителя – копании Siemens, выполнены в соответствии со стандартами СЕ.
| Характеристики кромкооблицовочного станка | |
| Скорость подачи, м/мин | 8-12 |
| Узлы станка | 1. Узел прифуговки. 2. Прижимной узел. 3. Узел торцевания. 4. Фрезерный узел для снятия свесов. 5. Узел контурной обработки (раунды). 6. Узел циклевания с радиусными ножами. 7. Узел циклевания с прямыми ножами. 8. Полировальный узел. |
| Минимальный размер детали, мм | 120x90 |
| Толщина заготовки, мм | 9-60 |
| Толщина кромки, мм | 0,4-3 |
| Ширина заготовки, мм | ≥ 90 |
| Длина заготовки, мм | ≥ 120 |
| Общая мощность, кВт | 14.73 |
| Рабочее давление, МПа | 0,6 |
| Габариты ДxШxВ, мм | 4230x830x1690 |
| Масса, кг | 1600 |
ВНИМАНИЕ!
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления. Facebook
Facebook Instagram
Instagram YouTube
YouTubeУзнать цену
Спасибо за Ваш заказ!
Мы свяжемся с Вами в самое ближайшее время.
© 2026 KDT деревообрабатывающие станки