 +38 (067) 445-60-35
+38 (067) 445-60-35 info@kdtmac.com.ua
info@kdtmac.com.uaАвтоматичний крайколичкувальний верстат KE-655JS


Автоматичний крайколичкувальний верстат KE-655JS
В наявності
Топ продажів
- Швидкість подачі: 15-23 м/хв
- Вузли верстата: 1. Вузол прифугування. 2. Вузол нанесення клею. 3. Вузол торцювання. 4. Фрезерний вузол для зняття звисів. 5. Вузол циклювання з радіусними ножами. 6. Вузол циклювання із прямими ножами. 7. Полірувальний вузол
- Ємності з роздільною та очищувальною рідинами
- Система підігріву торця деталі
- Автоматична система змащення напрямних вузла торцювання
- ОПЦІЯ: робота з PUR

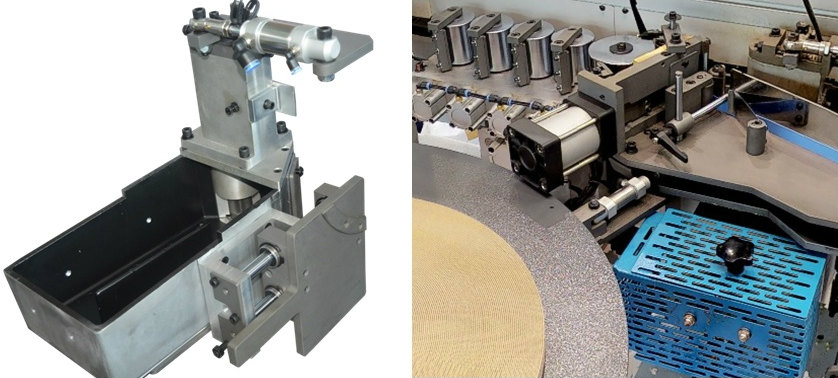
Універсальна клейова ванна з верхнім розплавом клею - дана клейова ванна призначена для використання будь-якого типу клею ( EVA, PUR ).
Переваги клейової ванни:
- Дану ванну легко очистити від клею, не знімаючи її зі верстата. За допомогою рукояток на клейовому валу перекривається повернення клею в клейовий бачок і він зливається через жолоб у спеціальний контейнер з тефлоновим покриттям.
- Заміна клею в клейовій ванні займає не більше 1 години.
- Нагрівальний тен встановлений всередині клейового валу, запобігає втраті температури на поверхні валу.
- За потреби ванну можна зняти із верстата. Витрати часу на зняття ванни - не більше 2 хвилин.
Призначення
Автоматичний крайколичкувальний верстат KE-655JS прохідного типу c прифугуванням призначений для одночасного личкування прямолінійних крайок меблевих щитів та заготівок синтетичним рулонним матеріалом.
Вузли верстата
- Вузол прифугування.
- Притискний вузол.
- Вузол торцювання.
- Фрезерний вузол для зняття звисів крайки.
- Вузол циклювання з радіусними ножами.
- Вузол циклювання із прямими ножами.
- Полірувальний вузол.
Відмітні особливості
- Швидкість подачі 15-23 м/хв;
- Інфрачервона лампа нагріву торця заготівки;
- Конвеєрна подача з енкодерною системою;
- Лічильник крайки;
- Посилений конвеєр;
- 5 притискних роликів зі шкребками;
- Пневматичний механізм зняття циклювальної стружки із заготівки;
- Два вузли з очищувальною рідиною – один перед вузлом прифугування і другий перед полірувальним вузлом;
- Пульт керування "Touch screen";
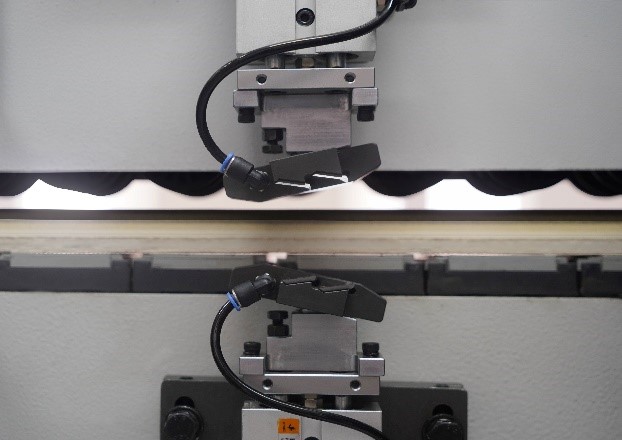
- Вбудоване керування по заданим точкам для безконтактного керування обробними агрегатами;
- Можливість програмування технологічних перерв;
- Індивідуальний частотний перетворювач кожного робочого вузла;
- Освітлення у захисній кабіні;
- Кінцеві вимикачі на дверях у захисній кабіні;
- Шток дозатор подачі заготівок, що запобігає пошкодженню вузлів верстата під час роботи;
- Пневматична шторка на клейовому валу, захищає його від забруднення;
- Регулювання передніх та задніх звисів крайки з панелі керування;
- Виконання за стандартами ЄС.
- На верстаті встановлено два вузли нанесення рідин:
- Перший вузол для нанесення роздільної рідини: за допомогою 2-х форсунок перед агрегатом попереднього фрезерування (прифугування) заготівки. Це наноситься спеціальна роздільна рідина, залишки клею, що виступають назовні, не вступають у з'єднання із заготівкою.
- Другий вузол для нанесення полірувальної рідини: за допомогою 2-х форсунок перед полірувальним агрегатом. Це наноситься очищувальна рідина. Основне завдання видалення нанесеного на початку антиадгезиву (роздільна рідина) та вільних залишків клею. А також для надання блиску обробленої крайки деталі.
Конструктивні переваги
Рама верстата має форму жорсткого короба з необхідними ребрами жорсткості, що гарантує точне розташування всіх вузлів протягом усього терміну експлуатації.

Управління верстатом здійснюється за допомогою спеціального пульта обладнаним промисловим дисплеєм із системою «Touch screen». Значки увімкнення/вимкнення вузлів та агрегатів на дисплеї інтуїтивно зрозумілі та не вимагають спеціальних навичок для роботи на верстаті.
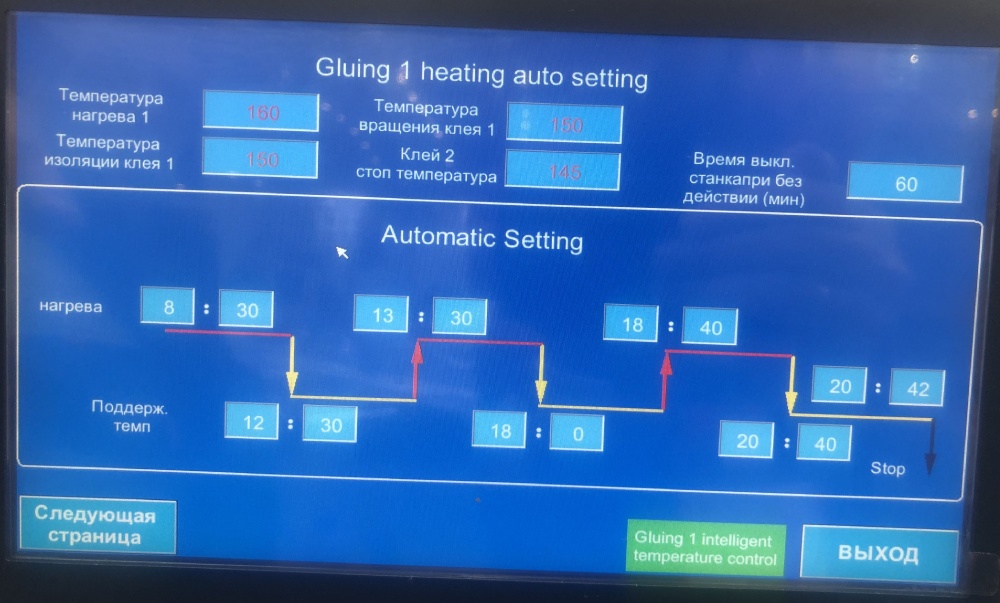
Можливість програмування технологічних перерв нагріву клейової ванни.

Товщина стінок напрямних накладок конвеєра збільшена до 15 мм.

Шток дозатор подачі заготівок, контролює мінімальну відстань між заготівками, запобігаючи пошкодженню вузлів верстата під час роботи.

Нова конструкція колон верхньої балки збільшеної жорсткості та спеціальної геометрії розроблена інженерами заводу KDT, що дає опору високої міцності. Переміщення притискної балки при перенастроюванні за товщиною деталі відбувається більш стабільно і рівномірно.

Вузол прифугування оснащений двома високочастотними двигунами, що забезпечує якісну обробку торця матеріалу перед приклеюванням крайки. Попереднє фрезерування справляється зі «сходинкою» від підрізної пилки, сколами. Вузол попереднього прифугування оснащений алмазними фрезами висотою 40 мм (65 мм – опція).

Попереднє нагрівання торця заготівки для кращої адгезії.

Притискний вузол складається з 5 роликів, які приводяться в дію за допомогою пневматики, що гарантує рівномірний розподіл зусиль на крайку під час приклеювання. З 4-х роликів 2 ролика мають різний конус, що забезпечує розподіл зусилля притиску по товщині деталі. 2 циліндричні ролики здійснюють тиск по всій товщині деталі, а 3 конічних ролика зосереджені на нижньому і верхньому ділянках деталі. Потужний пневматичний циліндр ножа попереднього торцювання успішно справляється з товстою крайкою. Ролики оснащені механізмом очищення від клею.
Клейова ванна з антипригарним покриттям. Нагрів клею можна програмувати з урахуванням технологічних перерв.

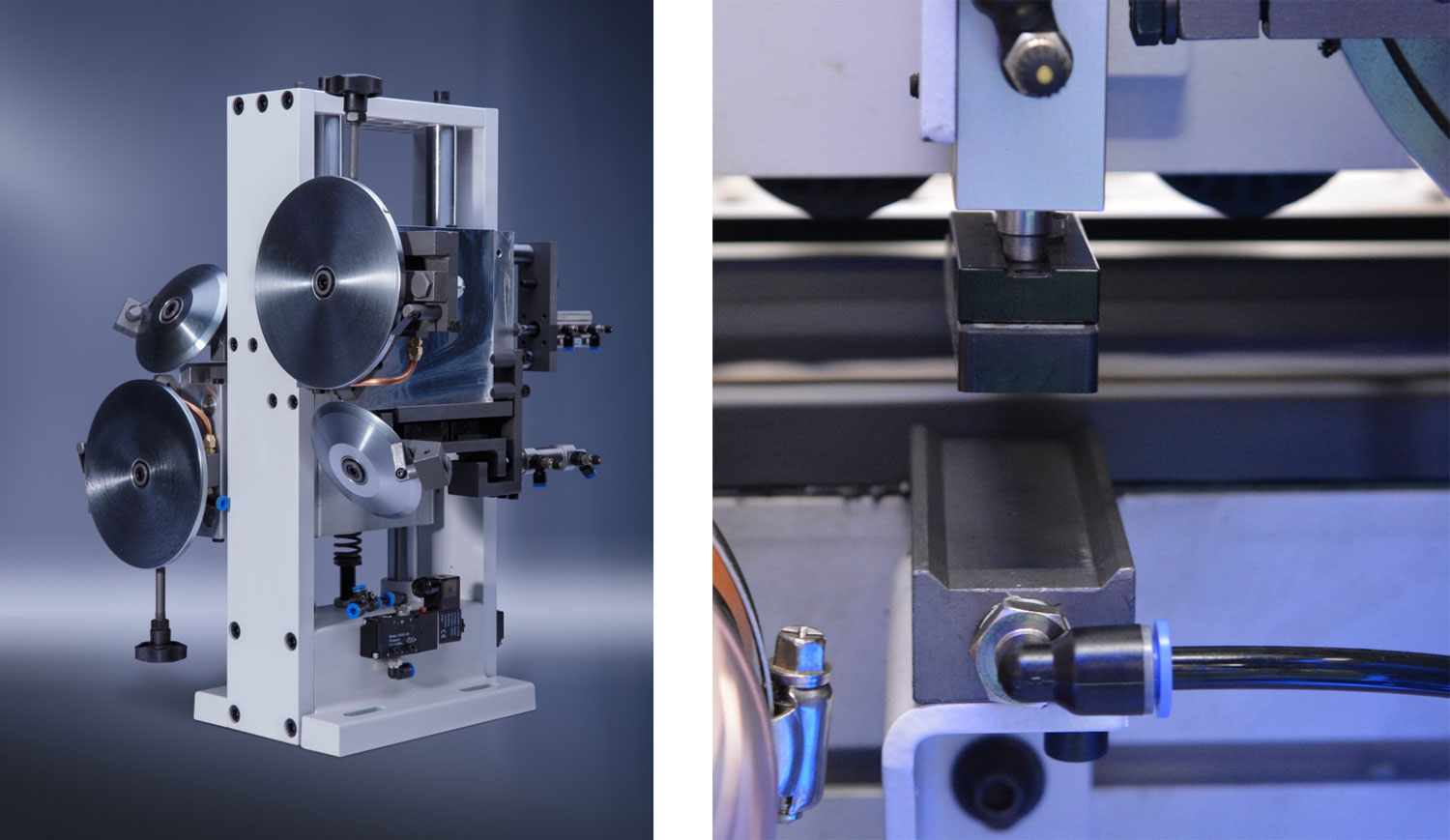
Вузол торцевої обрізки оснащений двома високочастотними електродвигунами, а переміщення пильних вузлів здійснюється за спеціальними лінійними напрямними. Вузол оснащений системою автоматичного змащення напрямних, а також власним аспіраційним патрубком. Торцювальні пили мають кут повороту 0-15 град.
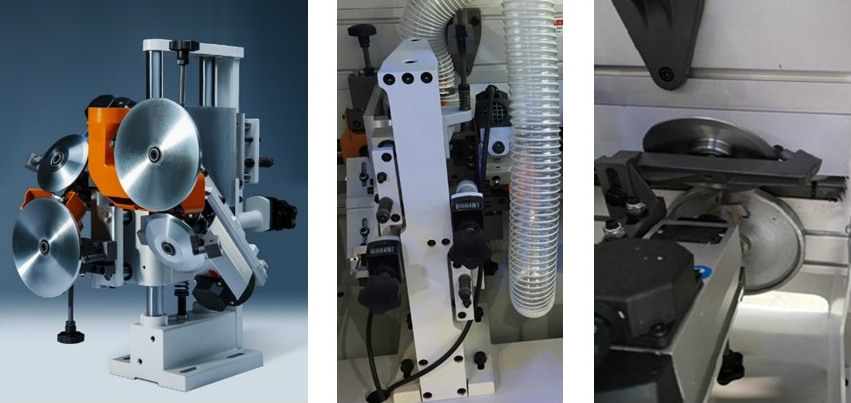
Фрезерний вузол складається з двох високочастотних електродвигунів, оснащених радіусними фрезами, які дозволяють обробляти крайковий матеріал товщиною 0,4 – 3,0 мм. Деталь відстежується за допомогою двох великих круглих копірів (на кожному моторі) встановлених на плаваючому вузлі, ця конструкція запобігає появі браку під час фрезерування.
Нова модифікація копірів на вузлі фрезерування звисів та циклювальному вузлі має велику площу контакту з деталлю. Такі копіри не залишають слідів на деталях із будь-якою поверхнею, у тому числі делікатних.
Радіусне циклювання двома твердосплавними радіусними ножами, які після фрезерування крайки товщиною 2,0 мм знімають тонкий шар з відфрезерованої частини крайки, в результаті ми отримуємо рівну оброблену поверхню.
Вузол циклювання оснащений механізмом відокремлення стружки від заготівки після циклювання.
Вузол прямого циклювання оснащений твердосплавними прямими ножами (клеєва циклю), які здійснюють обробку крайки в стиках з деталлю. Ця операція видаляє надлишки клею та мікронерівності на швах у місцях приклеювання крайки до деталі.

Вузол полірування здійснює полірування обробленої частини крайки. Для безпеки вузол обладнаний додатковими захисними кожухами.

Механізм підйому/опускання притискної траверси оснащений електроприводом, що забезпечує швидку та точну установку на необхідну товщину деталі.

Вузол централізованого змащення автоматично здійснює змазку напрямних вузла торцювання.
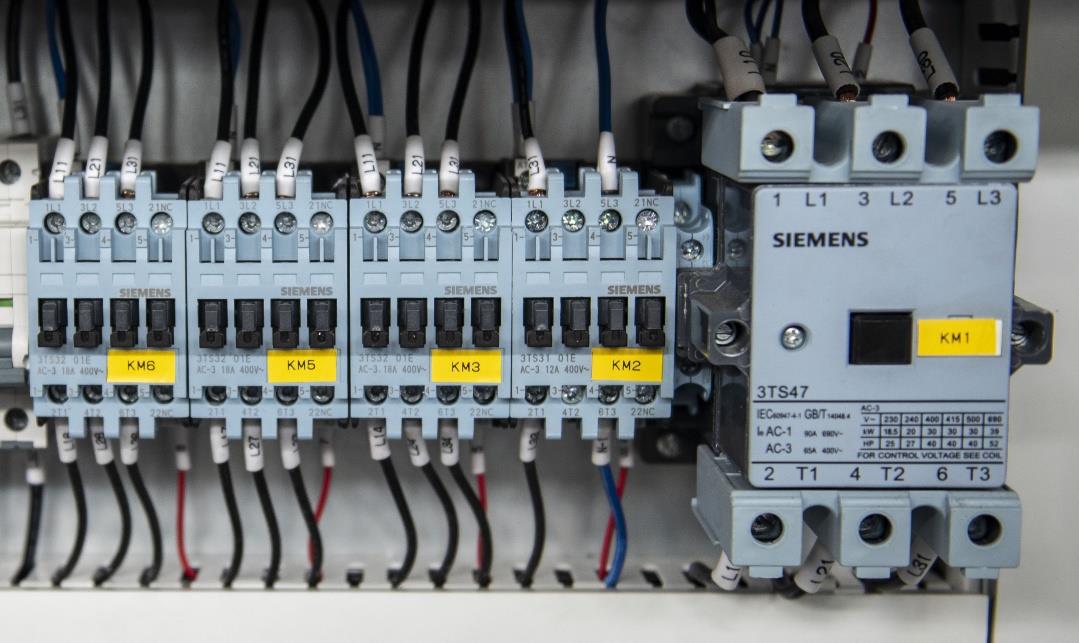
Електричні комплектуючі провідного світового виробника - компанії Siemens, виконані відповідно до стандартів ЄС.

Двері кабіни верстата обшиті шаром шумоізоляції, виконаної зі спіненого пінополіуретану, що дозволяє досягти комфортної роботи з обладнанням.
| Характеристики крайколичкувального верстата | |
| Швидкість подачі, м/хв | 15-23 |
| Вузли верстата | 1. Вузол прифугування. 2. Притискний вузол. 3. Вузол торцювання. 4. Фрезерний вузол для зняття звисів крайки. 5. Вузол циклювання з радіусними ножами. 6. Вузол циклювання із прямими ножами. 7. Полірувальний вузол. |
| Мінімальний розмір деталі, мм | 120x80 |
| Товщина деталі, мм | 10-60 |
| Товщина крайки, мм | 0,4-3 |
| Ширина деталі, мм | ≥ 80 |
| Довжина деталі, мм | ≥ 120 |
| Загальна потужність, кВт | 16,05 |
| Робочий тиск, МПа | 0,6 |
| Розміри ДxШxВ, мм | 5346x830x1720 |
| Маса, кг | 1900 |
Увага!
Технічні характеристики та зовнішній вигляд товару можуть бути змінені виробником без попереднього повідомлення. Facebook
Facebook Instagram
Instagram YouTube
YouTubeДізнатися ціну
Дякуємо за Ваше замовлення!
Ми зв ʼяжемося з Вами в найближчий час.
© 2025 KDT деревообробні верстати