 +38 (067) 445-60-35
+38 (067) 445-60-35 info@kdtmac.com.ua
info@kdtmac.com.uaАвтоматичний крайколичкувальний верстат KE-526KUBT


Автоматичний крайколичкувальний верстат KE-526KUBT
- Швидкість подачі: 18-30 м/хв
- Мінімальний розмір деталі – 30x300 (при обробці кутів)
- Горизонтальний вузол торцювання з системою переміщення Maglev
- Клейова ванна PUR та верхній плавильний блок для EVA та PUR
- Крайколичкування панелей з вузькими рамками та фрезерованих панелей
- Система керування з ПК на базі WINDOWS
- Верхній ремінний притиск
- Вузли верстата: 1. Вузол прифугування. 2. Вузол нанесення клею. 3. Вузол торцювання. 4. 1-й фрезерний вузол для зняття звисів. 5. 2-й фрезерний вузол для зняття звисів. 6. Контурна обробка кутів (4 двигуна). 7. 1-й вузол циклювання з радіусними ножами. 8. 2-й вузол циклювання з радіусними ножами. 9. Вузол циклювання із прямими ножами. 10. Подвійний полірувальний вузол
Призначення
Високошвидкісний автоматичний крайколичкувальний верстат KE-526KUBT прохідного типу призначений для одночасного облицювання прямолінійних крайок меблевих щитів та заготовок синтетичним рулонним матеріалом.
Вузли верстата
- Вузол прифугування.
- Притискний вузол.
- Вузол торцювання.
- Перший фрезерний вузол для зняття звисів.
- Другий фрезерний вузол для зняття звисів.
- Вузол контурної обробки (раунди).
- Перший вузол циклювання з радіусними ножами.
- Другий вузол циклювання з радіусними ножами.
- Вузол циклювання з прямими ножами
- Подвійний полірувальний вузол.
Відмінні особливості
- Висока швидкість подачі 18-30 м/хв;
- Мінімальна ширина оброблюваних заготовок 30 мм, а мінімальна товщина - 8 мм;
- Клейова ванна PUR та верхній плавильний блок дозволяють вільно перемикатися між клеєм EVA та PUR;
- Пневмоперестановка на різну товщину крайки з пульта керування;
- Притискна стрічка замість роликів гарантує точне позиціонування деталі всіх етапах обробки крайки при швидкості 30 м/хв;
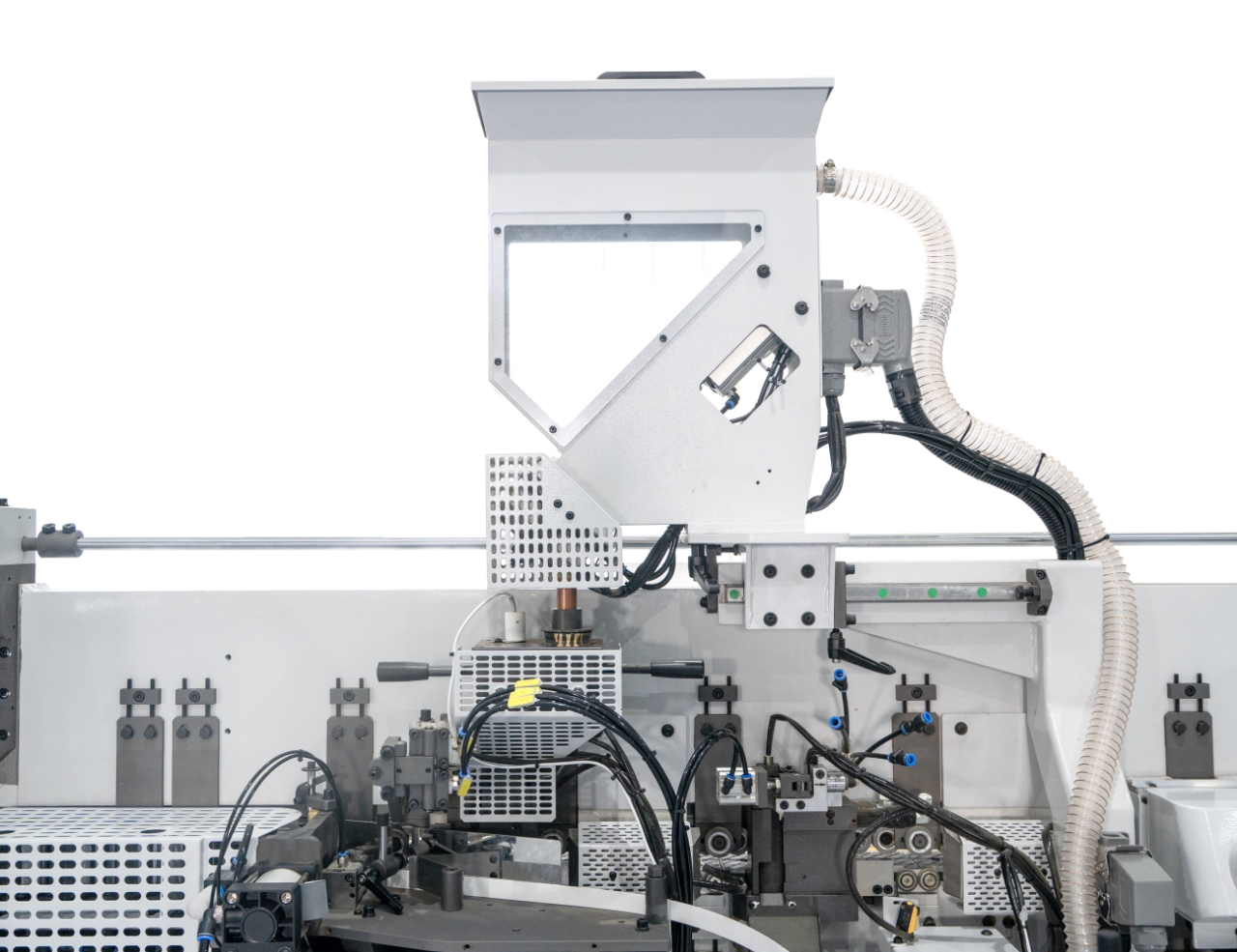
- Горизонтальний вузол торцювання з системою переміщення Maglev;
- 4-х моторний вузол раундів;
- Притискна група на 5 роликів зі скребками;
- Пульт керування "Touch screen" на базі WINDOWS 10;
- Додаткові притискні ролики;
- Електронна система керування пневматичними клапанами аспірації;
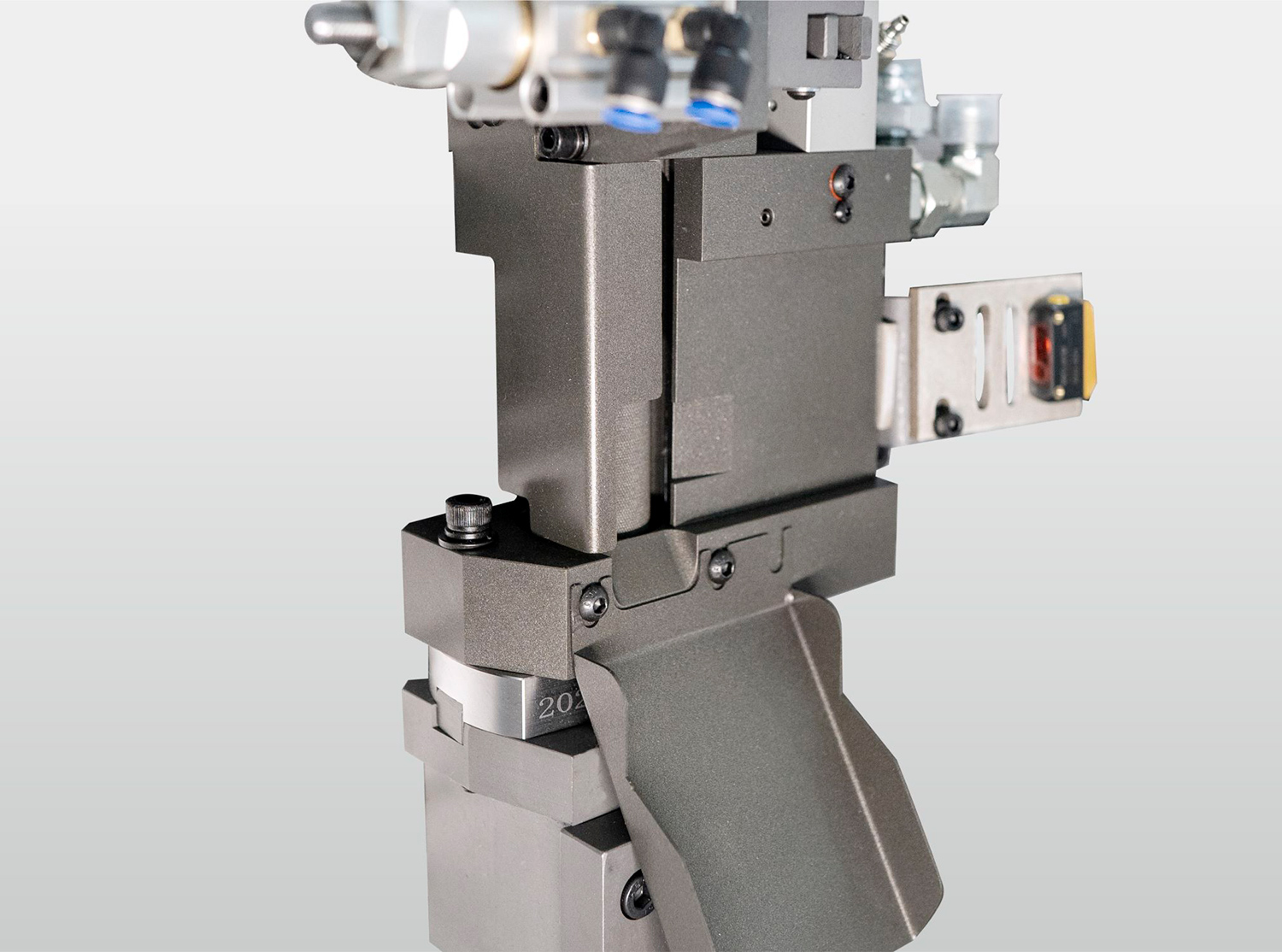
- Датчик із системою сповіщення про закінчення рулона з крайкою;
- Крайколичкування панелей з вузькими рамками та фрезерованих панелей;
- ОПЦІОНАЛЬНО! Станція попереднього плавлення PUR клею;
- Вбудоване керування по робочих точках для безконтактного керування обробними агрегатами;
- Можливість програмування технологічних перерв клейової ванни;
- Лічильники високоточного налаштування;
- Реалізовано можливість автоматичного переналаштування траверси на розмір, встановлений на пульті керування за допомогою енкодера.
- Лінійка з цифровим лічильником гарантує швидку і точну установку необхідного знімання на деталі під час фрезерування на вузлі прифугування.
- Індивідуальний частотний перетворювач кожного робочого вузла;
- Лампа нагріву торця заготовки;
- Висвітлення у захисній кабіні;
- Кінцеві вимикачі на дверцятах у захисній кабіні;
- Шток дозатор подачі заготовок, що запобігає пошкодженню вузлів верстата під час роботи;
- Пневматична шторка на валі застерігає його від забруднення;
- Регулювання передніх та задніх звисів крайки з панелі керування;
- Виконання за стандартами CE.
- На верстаті встановлено два вузли нанесення рідин:
- Перший вузол для нанесення розділової рідини: за допомогою 2-х форсунок перед агрегатом попереднього фрезерування (прифугування) заготовки. Це наноситься спеціальна розділова рідина, залишки клею, що виступають назовні, не вступають у з'єднання з заготівкою.
- Другий вузол для нанесення полірувальної рідини: за допомогою 2-х форсунок перед полірувальним агрегатом. Це наноситься очисна рідина. Основне завдання видалення нанесеного на початку антиадгезиву (роздільна рідина) та вільних залишків клею. А також для надання блиску обробленій крайці деталі.
Конструктивні переваги

Крайколичкування панелей з вузькими рамками та фрезерованих панелей.
Рама крайколичкувального верстата має форму жорсткого короба з необхідними ребрами жорсткості, що гарантує точне розташування всіх вузлів протягом усього терміну експлуатації.

Управління верстатом здійснюється за допомогою промислового персонального комп'ютера на базі WINDOWS 10 із системою «Touch screen». Значки увімкнення/вимкнення вузлів та агрегатів на дисплеї інтуїтивно зрозумілі та не потребують спеціальних навичок для роботи на верстаті.
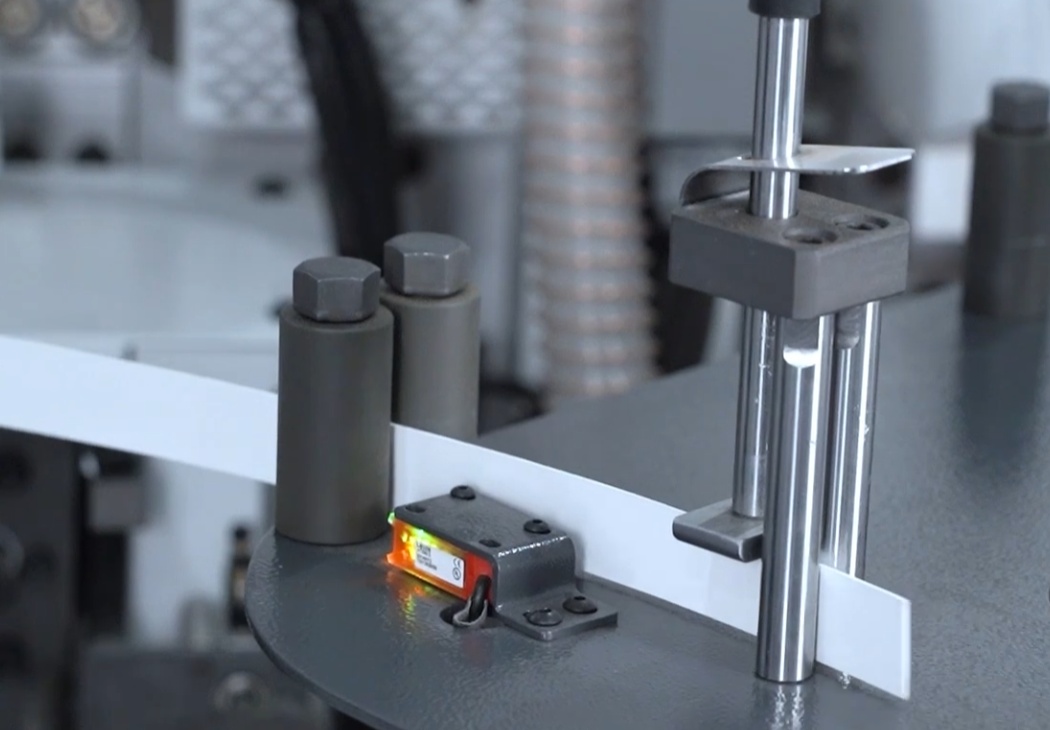
Датчик із системою сповіщення про закінчення рулона з крайкою.
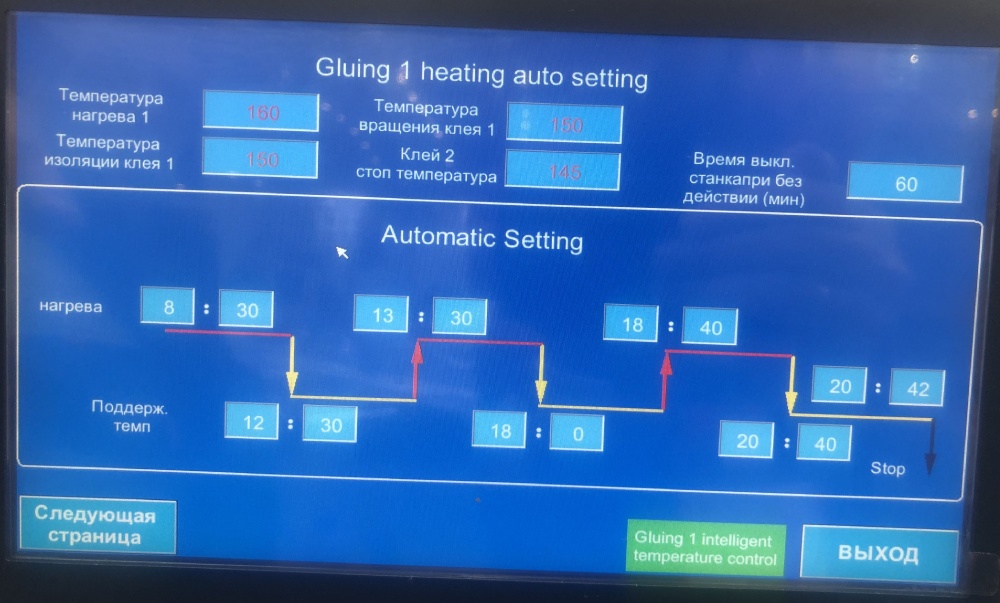
Можливість програмування технологічних перерв нагріву клейової ванни.
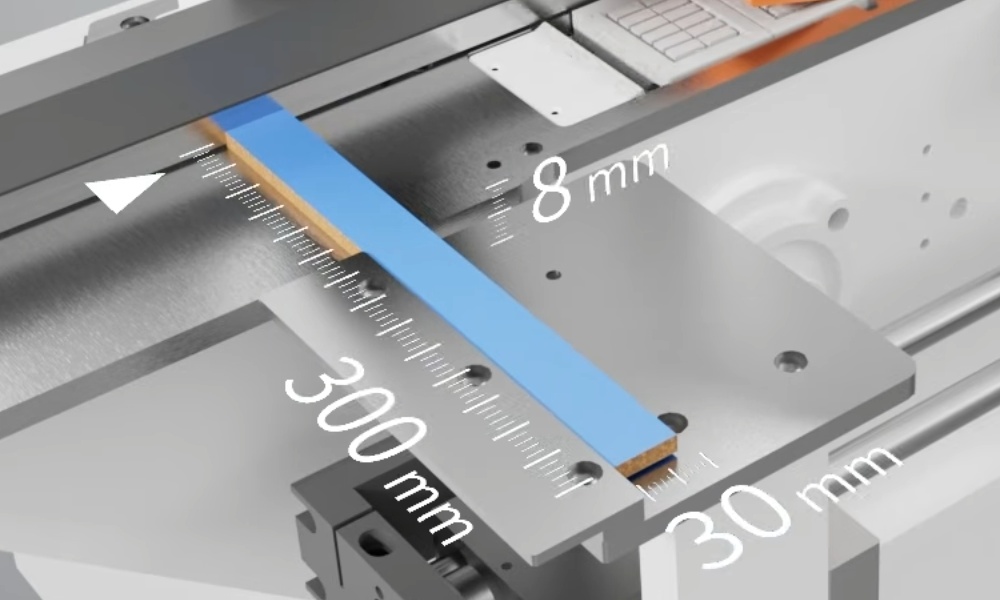
Мінімальна ширина оброблюваних заготівок 30 мм, а мінімальна товщина - 8 мм.

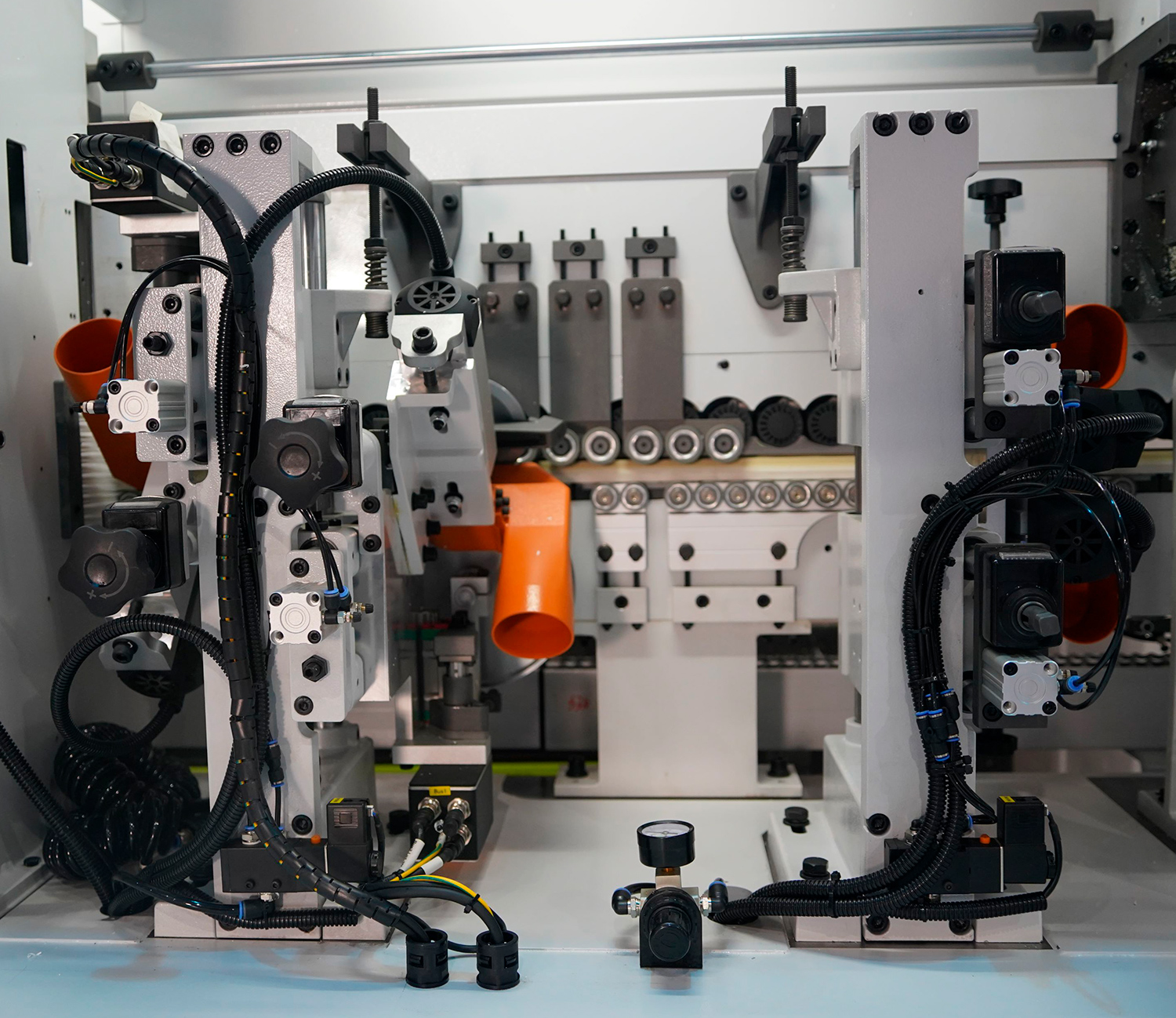
Вузол прифугування оснащений двома високочастотними двигунами, що забезпечує якісну обробку торця матеріалу перед приклеюванням крайки. Попереднє фрезерування справляється зі «сходинкою» від підрізної пилки, сколами. Вузол попереднього прифугування оснащений алмазними фрезами висотою 40 мм (65 мм – опція).

Попереднє нагрівання торця заготовки для кращої адгезії.
Притискний вузол складається з 5 роликів зі скребками для видалення надлишків клею і приводяться в дію за допомогою пневматики, що гарантує рівномірний розподіл зусиль на край під час приклеювання.

ОПЦІОНАЛЬНО! Станція попереднього плавлення PUR клею.
Герметичний клейовий вузол для PUR-клею запобігає попаданню вологи з навколишнього середовища та виключає подальше затвердіння клею, що значно скорочує час на обслуговування клейового вузла та вплив людського фактора.
На верстаті встановлено верхню швидкозмінну клейову ванну з функцією попереднього розплавлення клею, місткістю 5 літрів. Клей подається дозовано та не перегрівається під час простоїв верстата. Оглядове вікно дозволяє контролювати наявність клею. Час розігріву та готовності до роботи 15 хвилин.
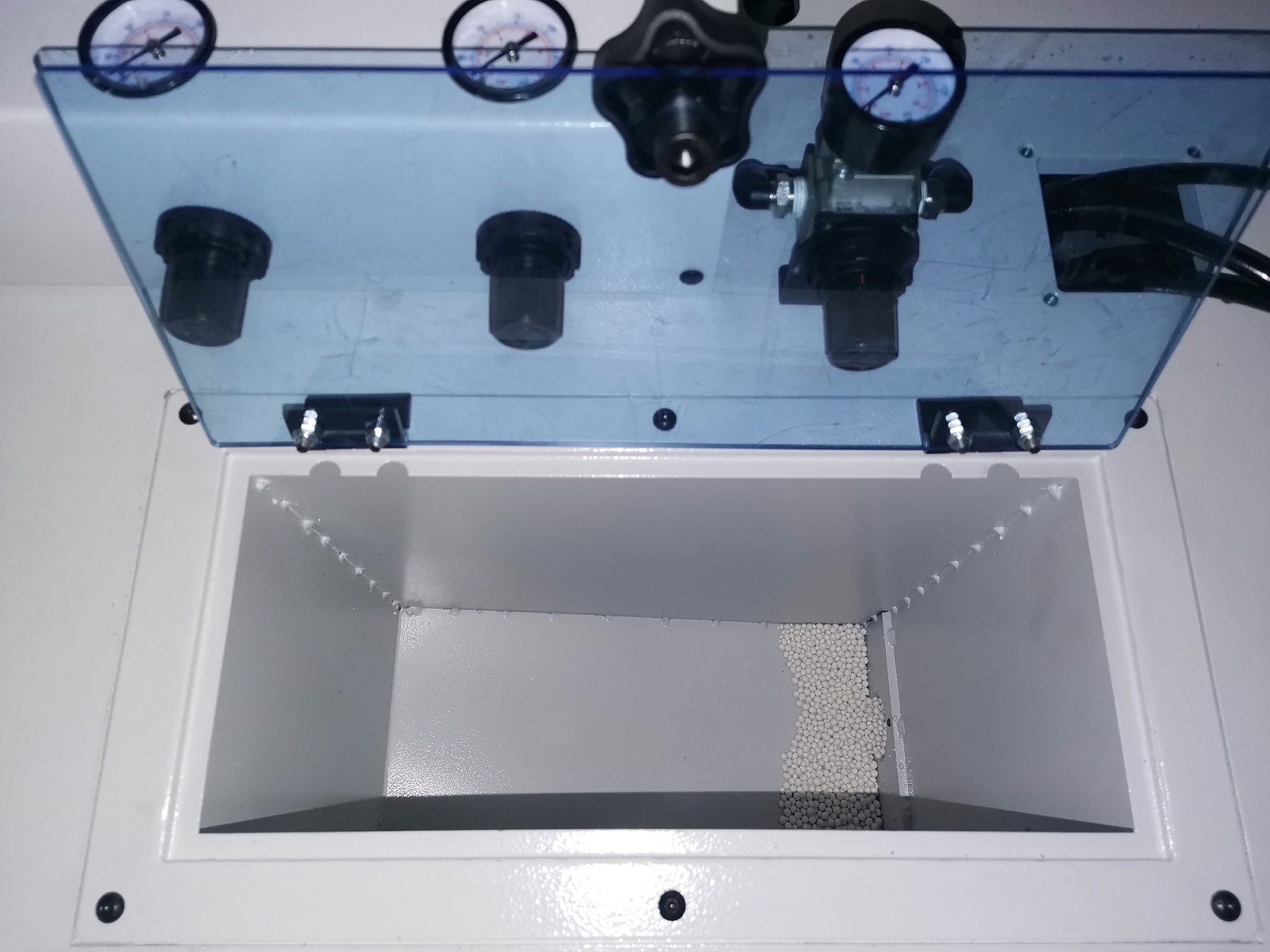
Верстат оснащений автоматичним пневматичним завантаженням гранульованого клею. Внизу в рамі верстата встановлений великий бункер на 12,5 кг , з якого за допомогою повітряного потоку, гранули транспортуються у верхній бункер з попереднім розплавом клею.
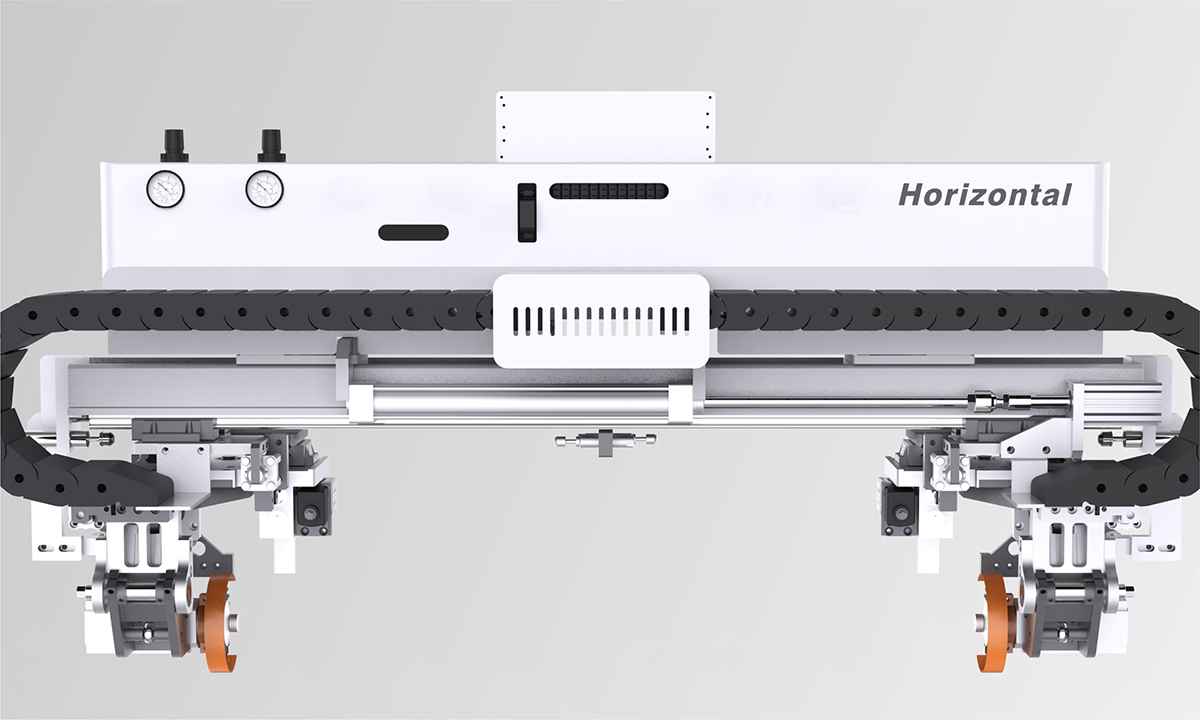
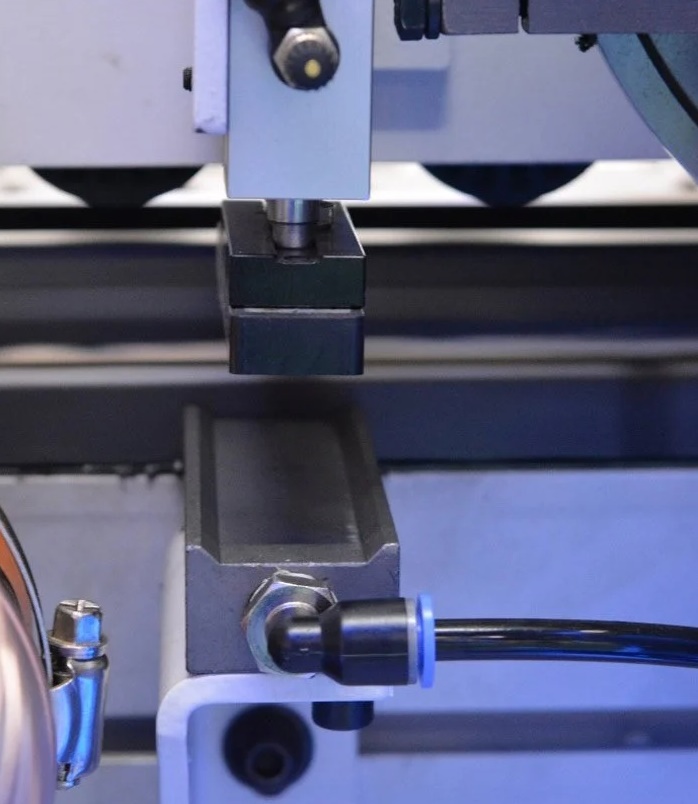
Горизонтальний вузол торцювання забезпечує точну обробку звисів крайки на торцях заготівки та дозволяє скоротити дистанцію між заготовками на швидкості до 30 м/хв. Автоматичне регулювання кута пилок. Система переміщення Maglev.
Фрезерний вузол складається з двох високочастотних електродвигунів, оснащених алмазними радіусними фрезами, які дозволяють обробляти крайку товщиною 0,4 – 3,0 мм. Деталь відстежується за допомогою двох великих круглих копірів (на кожному моторі) встановлених на плаваючому вузлі, ця конструкція запобігає появі браку під час фрезерування. Перший вузол фрезерний оснащений фрезами радіусом 2 мм, другий фрезерний вузол оснащений фрезами радіусом 1 мм. Кожен фрезерний вузол налаштовується на дві товщини крайки та перемикається з пульта управління.
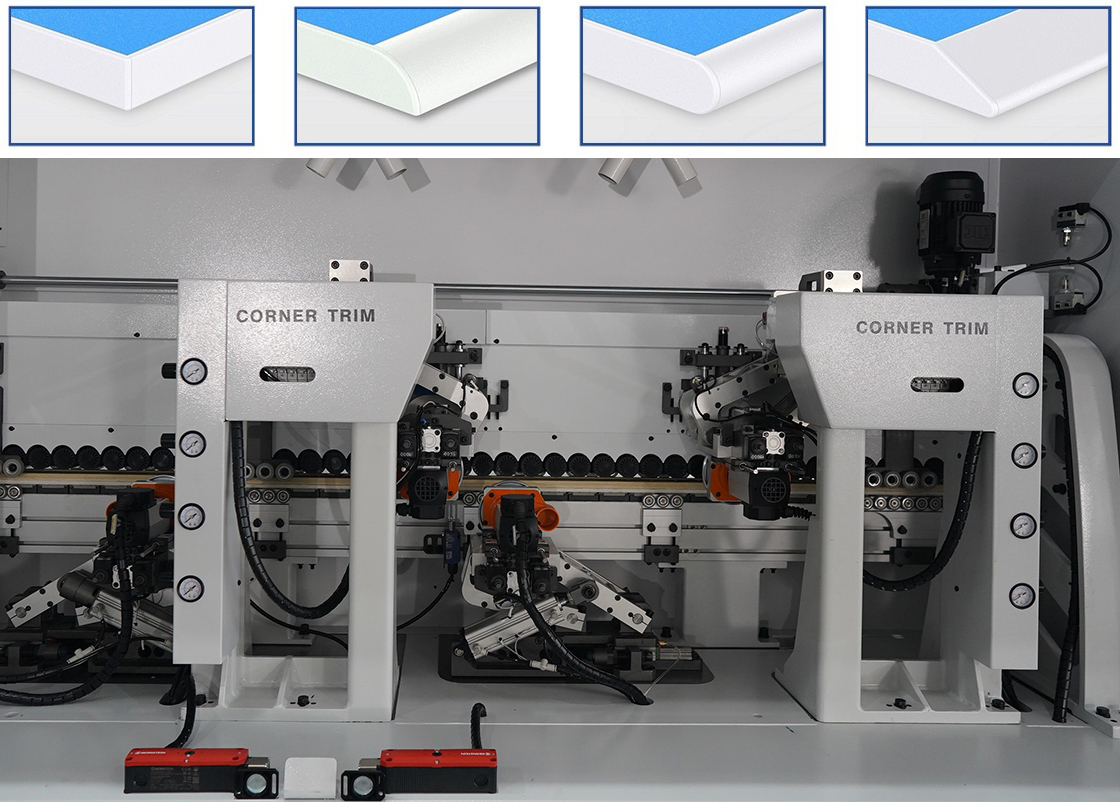
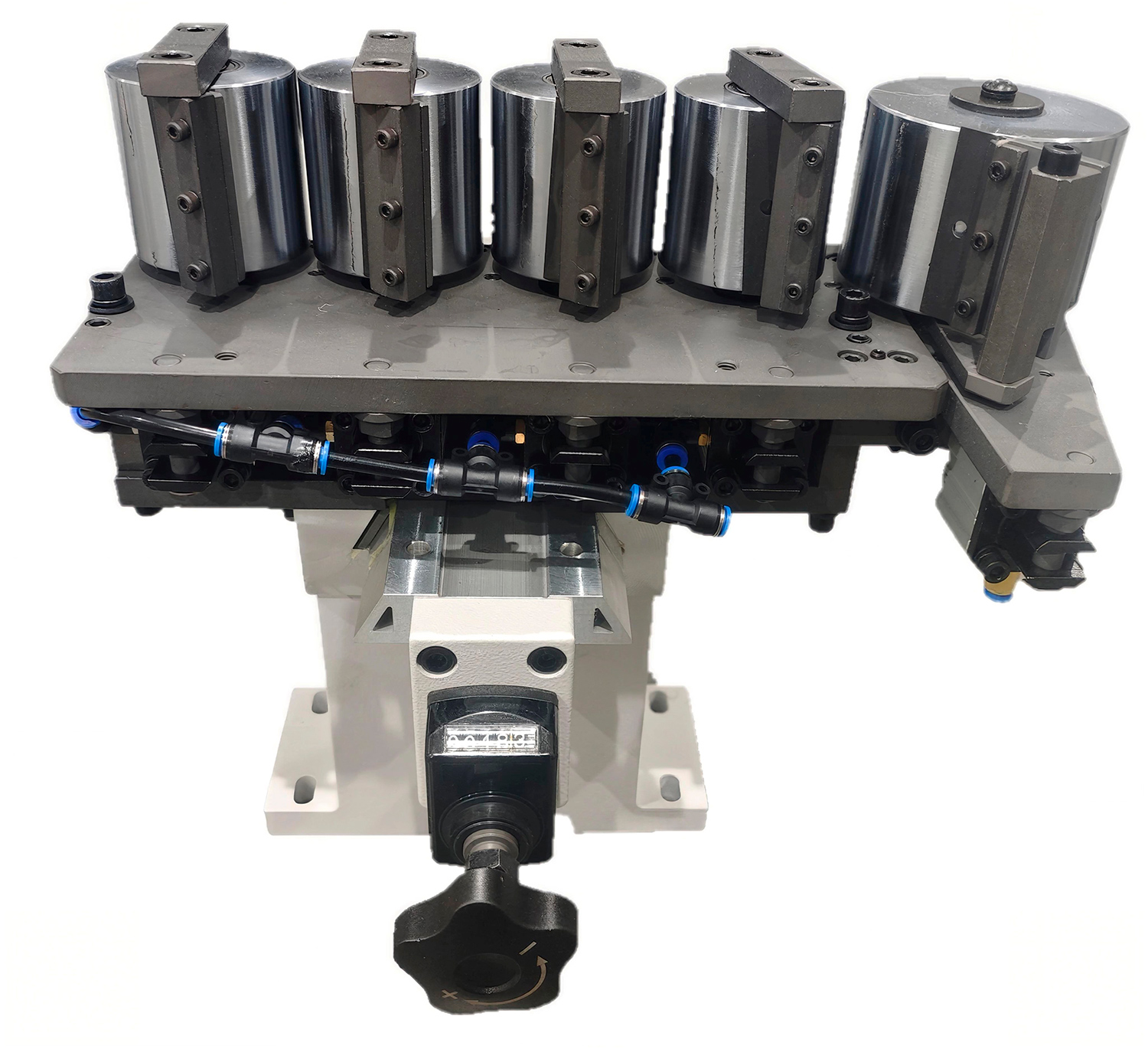
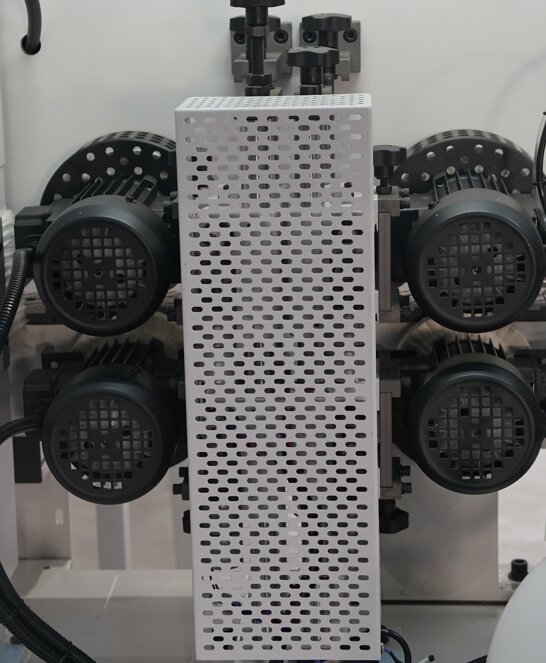
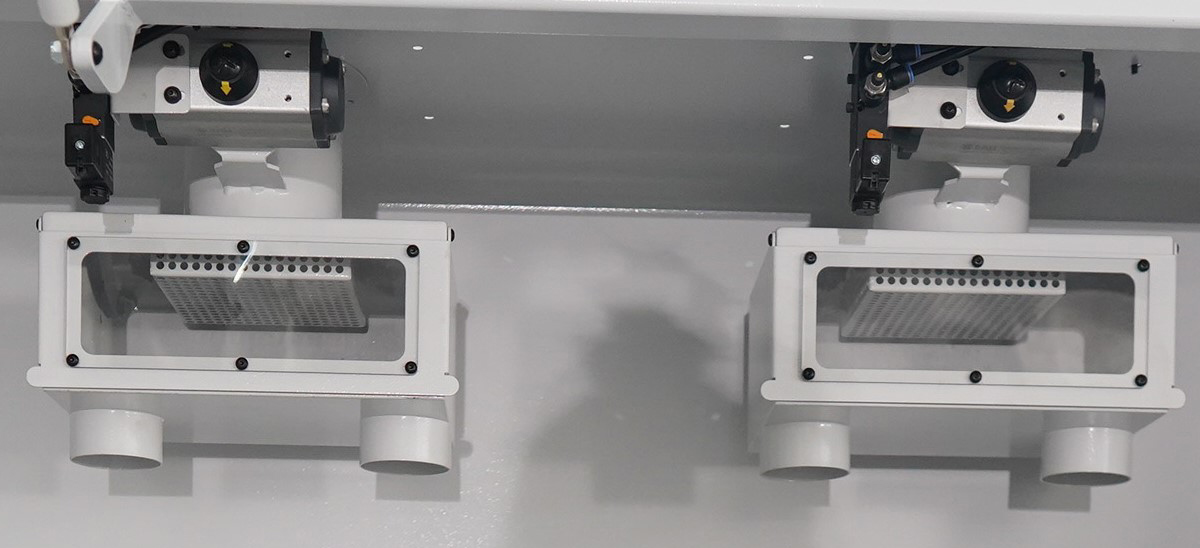
Вузол раундів (контурної обробки) оснащений чотирма високошвидкісними двигунами та успішно працює на швидкості 26 м/хв. На вузлі встановлені діамантові радіусні фрези. Можливі чотири схеми роботи вузла.
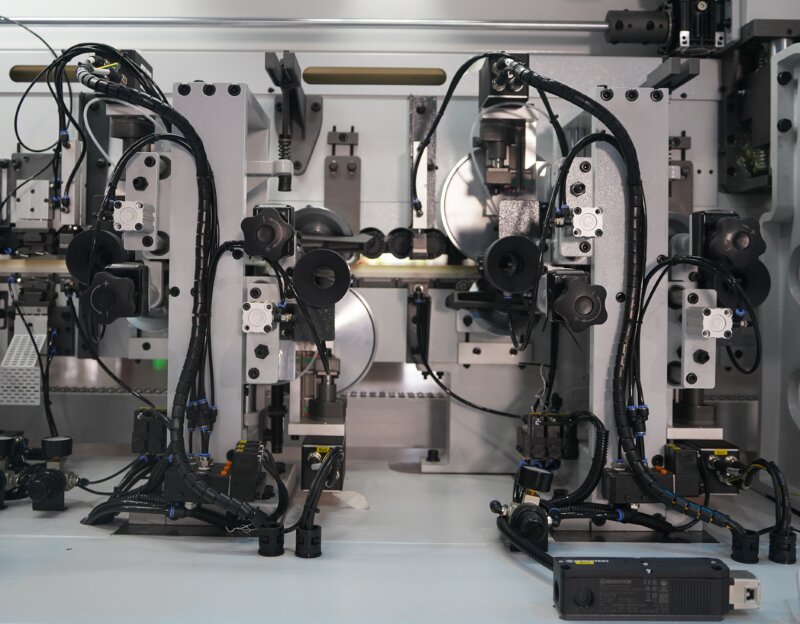
Перший і другий вузол циклювання оснащені двома твердосплавними радіусними ножами, які після фрезерування крайки знімають тонкий шар з відфрезерованої частини крайки та прибирають кінематичну хвилю, в результаті ми отримуємо рівну оброблену поверхню. На першому вузлі радіус ножа 2 мм, другому вузлі радіус ножа 1 мм. Увімкнення вузлів відбувається з пульта керування верстата.
Вузли радіусного циклювання оснащені механізмами пневопереналаштуваннями з пульта на іншу товщини крайки та механізмом розподілу залишків крайки по довжині, для більш ефективного їх видалення.
Вузол прямого циклювання оснащений чотирма прямими твердосплавними ножами (клейова цикля), які здійснюють обробку крайки в стиках з деталлю. Ця операція видаляє надлишки клею та мікронерівності на швах у місцях приклеювання крайки до деталі.
Подвійний вузол полірування здійснює полірування обробленої частини крайки, висока якість досягається за рахунок системи осциляції з приводом пневматичних циліндрів. Для надання фінішного блиску крайки встановлено вузол для нанесення полірувальної рідини.
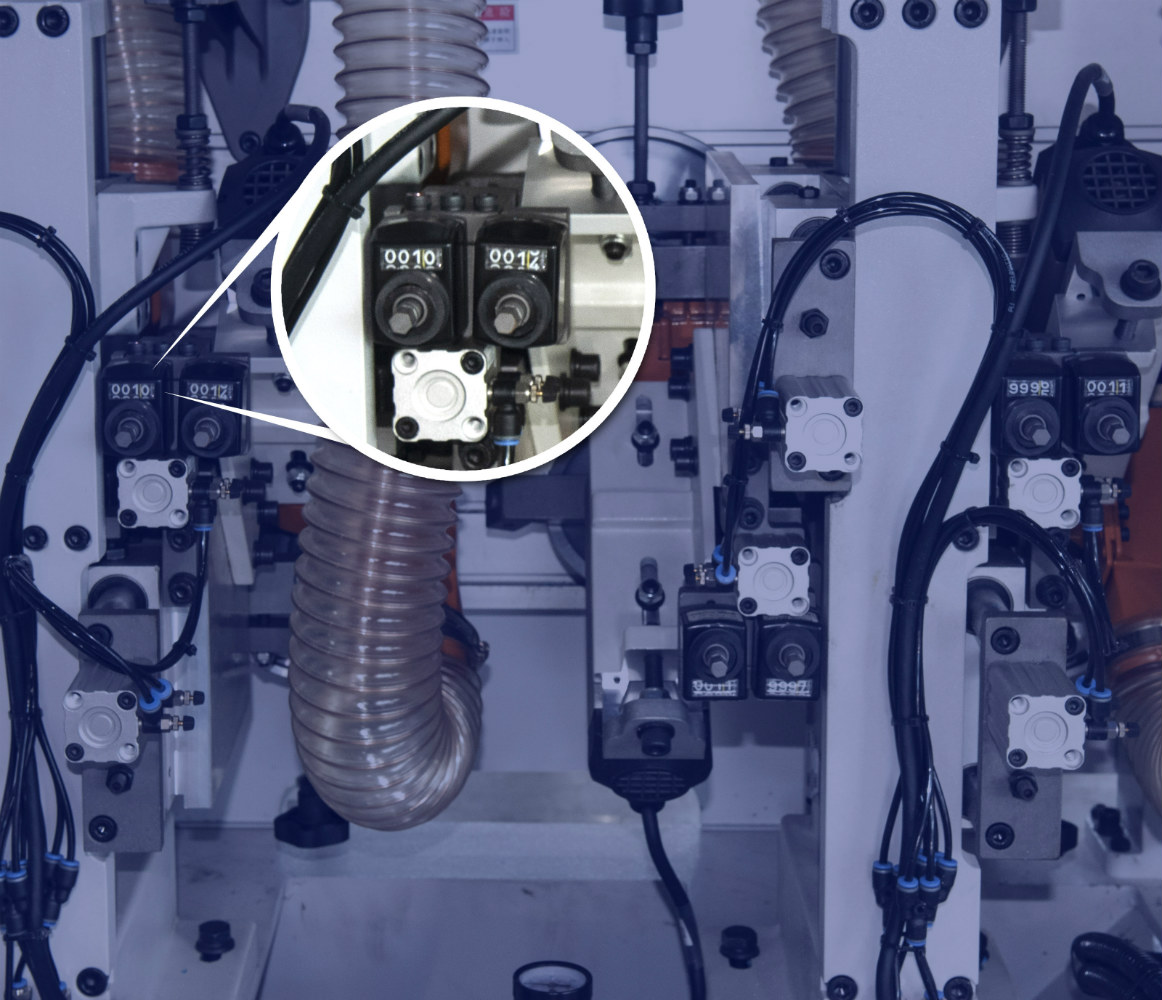
Лічильник високоточного налаштування на вузлах верстата.
Електронна система керування пневматичними клапанами аспіраційної системи.

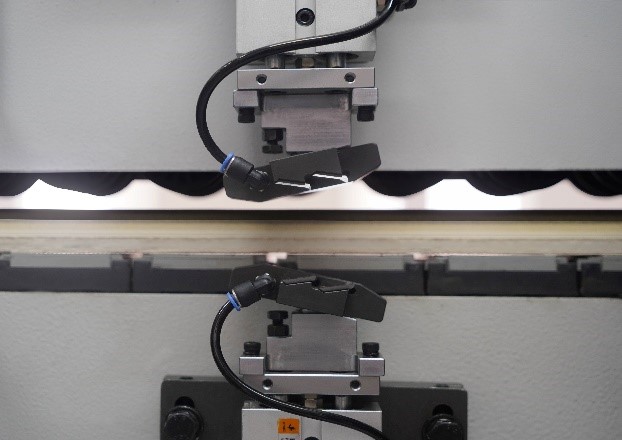
Сталева притискна балка з притискним V-подібним ременем гарантує точне та надійне позиціонування деталі на всіх етапах обробки крайки при швидкості 30 м/хв.

Додаткові притискні ролики гарантують надійну фіксацію заготівки.
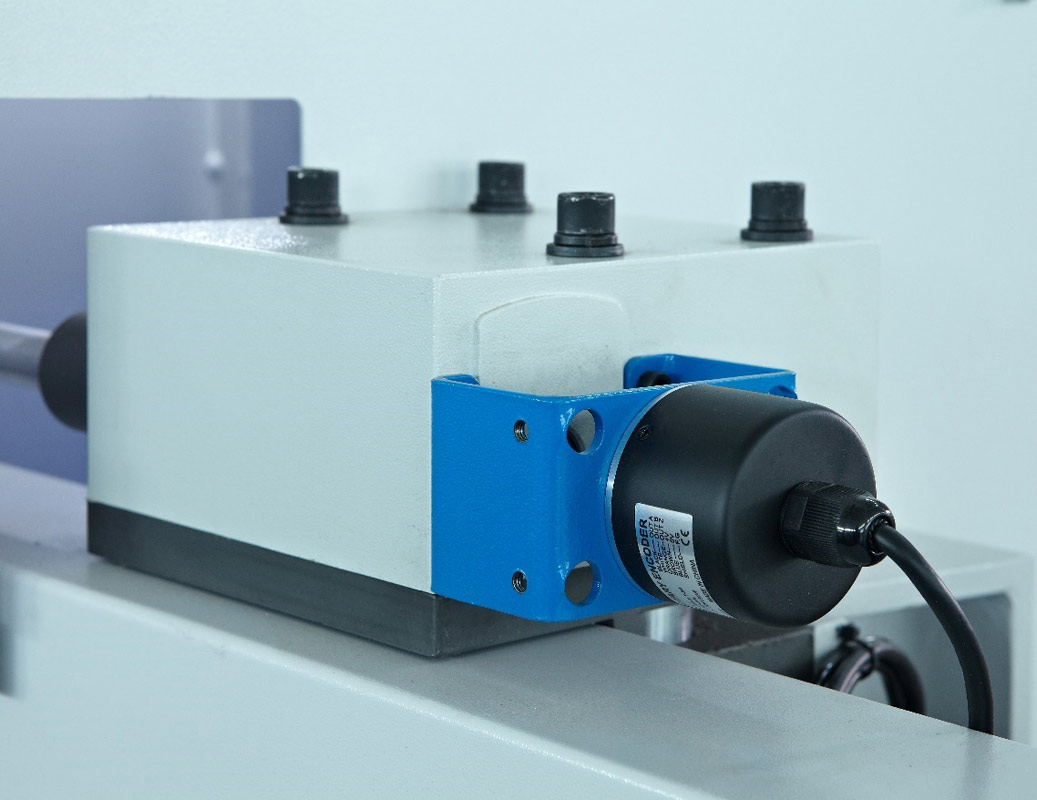
Енкодер на механізмі підйому/опускання притискної траверси дозволяє автоматично позиціонувати траверсу на товщину деталі, встановлену на пульті керування.

Вузол централізованого змащення автоматично здійснює змащення напрямних вузла торцювання.

Електричні компоненти виконані відповідно до стандартів CE.
| Характеристики крайколичкувального верстата | |
| Швидкість подачі, м/хв | 18-30 |
| Вузли верстата | 1. Вузол прифугування. 2. Притискний вузол. 3. Вузол торцювання. 4. Перший фрезерний вузол для зняття звисів крайки. 5. Другий фрезерний вузол для зняття звисів крайки. 6. Вузол контурної обробки кутів (раунди). 7. Перший вузол циклювання з радіусними ножами. 8. Другий вузол циклювання з радіусними ножами. 9. Вузол циклювання із прямими ножами. 10. Подвійний полірувальний вузол. |
| Мінімальний розмір деталі, мм | 30x300 (при обробці кутів) |
| Товщина деталі, мм | 8-60 |
| Товщина крайки, мм | 0,4-3 |
| Ширина деталі, мм | ≥ 30 |
| Довжина деталі, мм | ≥ 300 |
| Загальна потужність, кВт | 38 |
| Робочий тиск, МПа | 0,6 |
| Розміри ДxШxВ, мм | 10680x1150x1960 |
| Маса, кг | 4200 |
Увага!
Технічні характеристики та зовнішній вигляд товару можуть бути змінені виробником без попереднього повідомлення. Facebook
Facebook Instagram
Instagram YouTube
YouTubeДізнатися ціну
Дякуємо за Ваше замовлення!
Ми зв ʼяжемося з Вами в найближчий час.
© 2025 KDT деревообробні верстати