 +38 (067) 445-60-35
+38 (067) 445-60-35 info@kdtmac.com.ua
info@kdtmac.com.ua


Які верстати необхідні для відкриття меблевого виробництва. Велике виробництво
У попередніх статтях ми розглянули малі та середні виробництва. Останніми є великі. Вони відрізняються своєю безкомпромісністю та масштабністю. Кожен процес ретельно спланований для досягнення максимальної продуктивності. На відміну від малих та середніх, великі виробники мають змогу не обмежувати себе ані в площі, ані в бюджеті, що дозволяє їм використовувати найсучасніше обладнання та автоматизовані системи.
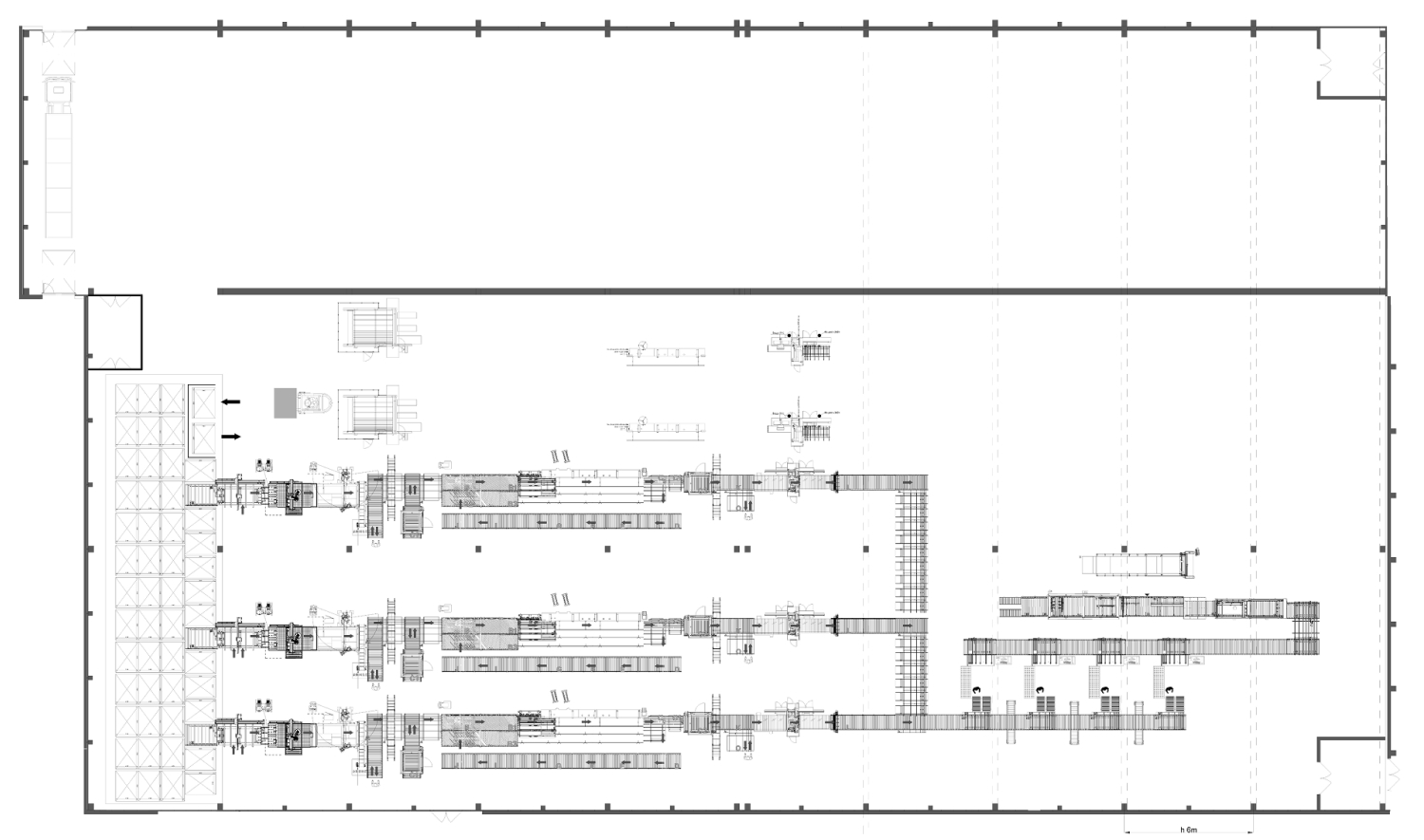
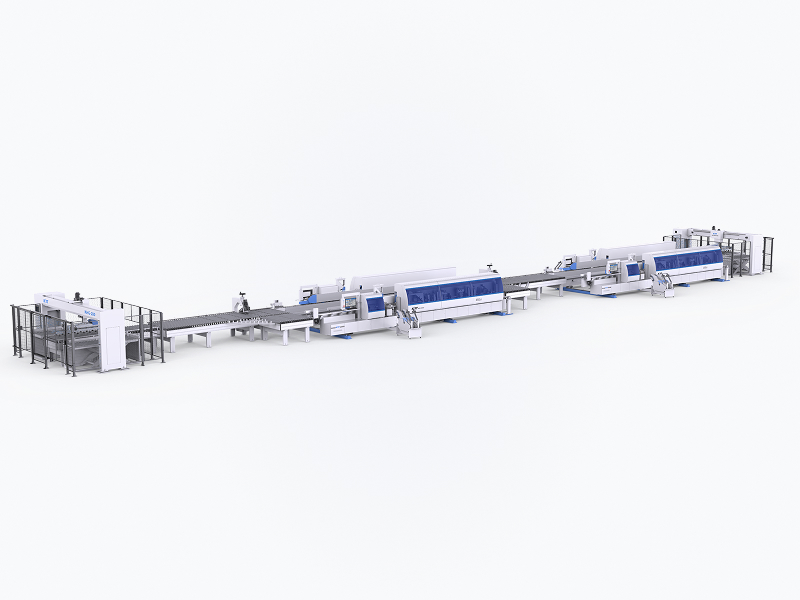
Для будь-якого виробництва бажано розробити креслення цеху із розміщенням обладнання. Однак для великого виробництва це не просто рекомендація, а необхідність. Креслення визначає розташування верстатів, конвеєрів та іншого обладнання, що дозволяє оптимізувати переміщення деталей, мінімізувати простої обладнання та підвищити загальну продуктивність.
При проєктуванні виробничого процесу спеціалісти нашого відділу автоматизації керуються принципами послідовності технологічних операцій, оптимізації робочого простору, забезпечення зручного переміщення персоналу, а також дотримання встановлених технологічних норм.
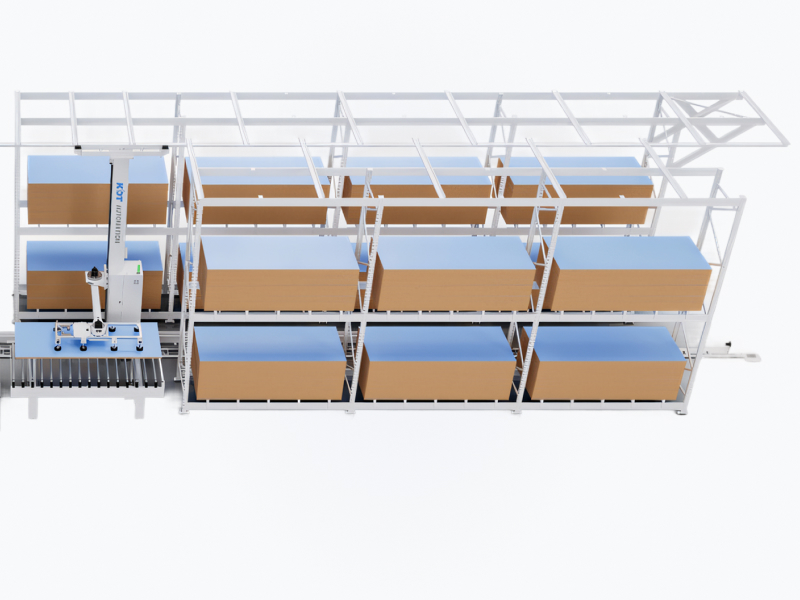
Весь процес виробництва меблів починається зі складу плитного матеріалу. В малих та середніх виробництвах нічого незвичайного не має. В них тим чи іншим чином зберігають листи та вручну або за допомогою навантажувача переміщують на верстати для розкрою. Але значна кількість великих виробництв починають процес автоматизації вже звідси за допомогою автоматизованих складів. Пакети листів матеріалу завантажуються у спеціальну зону навантажувачем. За цим вони сортуються вакуумним маніпулятором по чітко визначених комірках у складі та автоматично переміщуються до розкрійних верстатів.
Для великого виробництва не стоїть питання, який верстат для розкрою вибрати. Стоїть питання скільки їх встановити. На основі нашого досвіду, більшість великих виробництв обирають конфігурацію з двох-трьох пильних центрів та двох-чотирьох обробних центрів з ЧПК.
Пильні центри з ЧПК зазвичай мають обмежені можливості автоматизації. При задньому або боковому завантаженні листи подаються за допомогою навантажувача, після чого гідравлічний стіл піднімає їх до рівня робочої поверхні. Штовхачі переміщують матеріал у зону розкрою, де процес виконується в напівавтоматичному режимі за участі оператора. Готові деталі оператор вивантажує вручну на піддони або конвеєр.

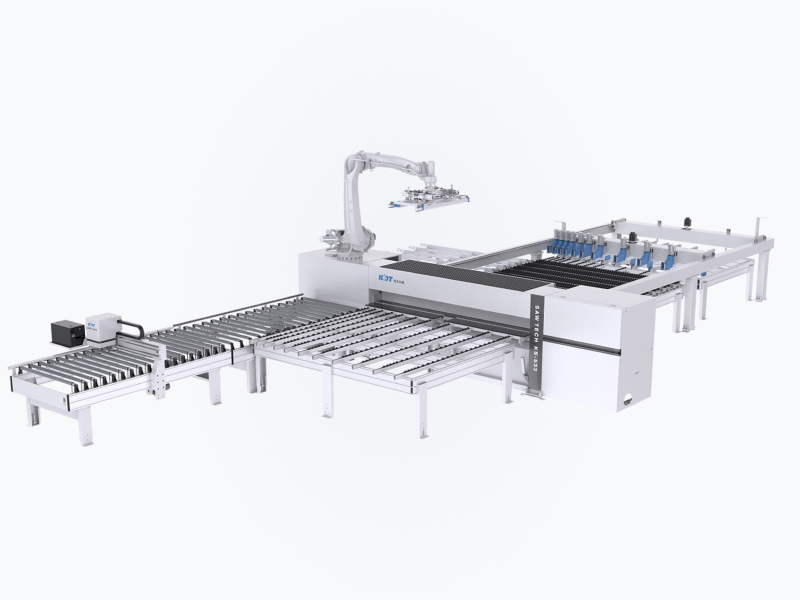
Однак новинка від KDT KS-533A є повністю автоматизованим рішенням. З автоматизованого складу листи матеріалу по конвеєрах подаються до пильного центру. Роботизований вакуумний маніпулятор встановлений на пильному центрі виконує всі завдання, що зазвичай бере на себе оператор. Вже розкроєні деталі вивантажуються на інший привідний конвеєр та прямують до наступної ділянки.
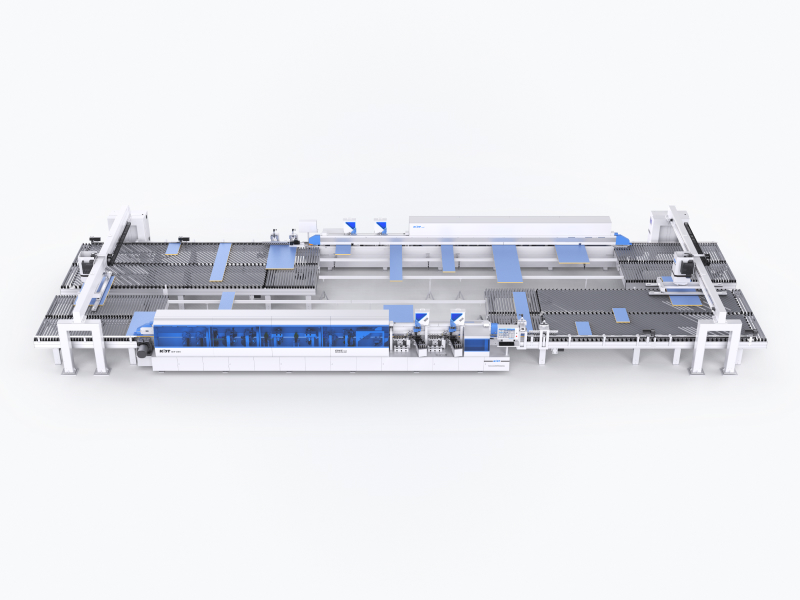
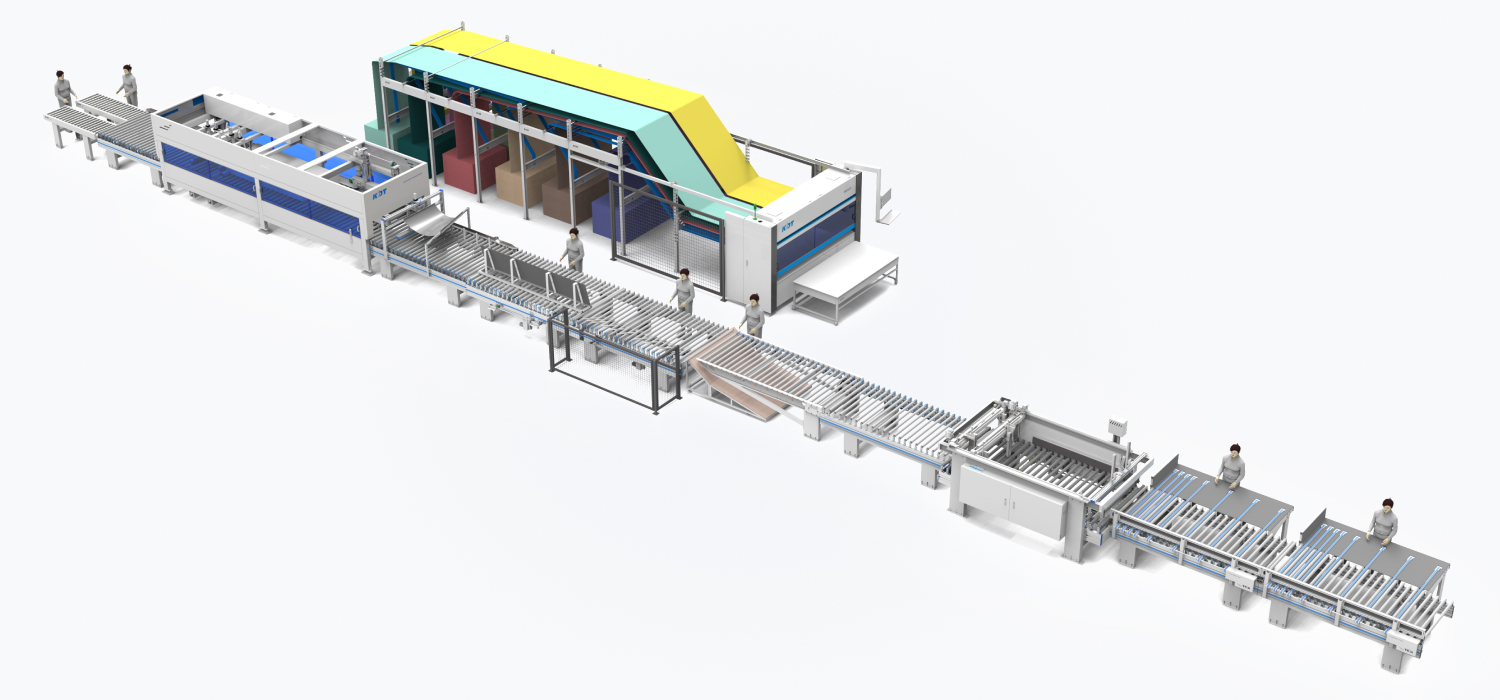
Обробні центри з ЧПК з плоским столом можуть бути повністю автоматизовані та легко піддаються масштабуванню виробництва. Як приклад на зображені представлена автоматизована виробнича ділянка на базі двох обробних центрів з ЧПК з плоским столом KN-3710DE.
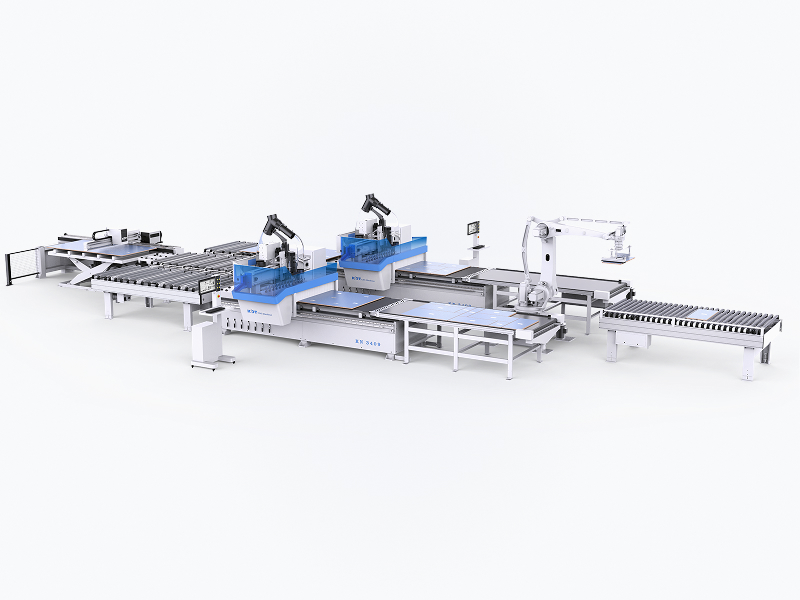
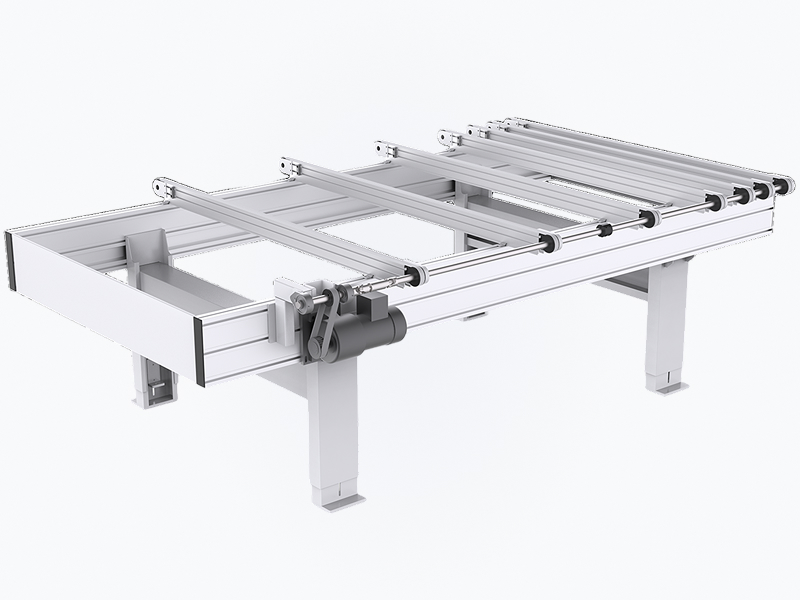
На завантажувальний стіл KHA-1710TS завантажуються листи матеріалу з автоматизованого складу. За допомогою функції автопідйому стіл підіймає їх до рівня робочої поверхні верстата за оптичним датчиком. Встановлений на завантажувальному столі принтер для друку етикеток розміщує інформаційні етикетки на місцях майбутніх деталей. За допомогою сканерів цих етикеток проводиться завантаження програм обробки на багатьох верстатах.
Із завантажувального столу за допомогою балки з вакуумними модулями лист матеріалу з наклейками переміщується на верстат для обробки та позиціюється системою вирівнювачів. Одночасно з розкроєм, на новому листі вже розміщуються етикетки.
З верстата вже оброблені деталі переміщуються на розвантажувальний стіл KHA-9710. З нього вони можуть розвантажуватися вручну або за допомогою роботизованого вакуумного маніпулятора на привідний роликовий конвеєр KHC-303. При переміщені деталей на розвантажувальний стіл проводиться автоматичне очищення робочої поверхні від тирси.



У автоматизованому виробництві на ділянці крайколичкування зазвичай встановлюють чотиристоронню крайколичкувальну лінію. Найпоширенішими її конфігураціями є варіант із чотирьох крайколичкувальних верстатів, з одного чи двох верстатів у поєднанні із системою повернення деталей або з двома двосторонніми крайколичкувальними верстатами.
Лінія з двох двосторонніх крайколичкувальних верстатів забезпечує найвищу продуктивність та мінімальний час обробки завдяки зменшенню виробничих процесів (одночасній обробці деталей з двох сторін). Така лінія розрахована на масове виробництво деталей однакової ширини та не підходить для індивідуального виробництва, оскільки вона має значний час переналаштування на іншу ширину деталей.

Крайколичкувальна лінія з одного чи двох верстатів та системи повернення деталей є простішим рішенням для чотирьохстороннього крайколичкування. Вона зберігає гнучкість лінії з чотирьох верстатів, проте має нижчу продуктивність серед трьох ліній, оскільки кожна деталь проходить через один верстат декілько разів.
Крайколичкувальна лінія з одного чи двох верстатів та системи повернення деталей є простішим рішенням для чотирьохстороннього крайколичкування. Вона зберігає гнучкість лінії з чотирьох верстатів, проте має нижчу продуктивність серед трьох ліній, оскільки кожна деталь проходить через один верстат декілько разів.
Використовується три основні види свердлильних верстатів для інтеграції в автоматизовану лінію: багатотраверсні, свердлильні верстати з ЧПК та свердлильні верстати з ЧПК з двома робочими столами. Вони використовують сканер інформаційних етикеток для автоматичного переналаштування під задану програму обробки. Для досягнення балансу між продуктивності та гнучкості виробництва, активно застосовують кожен вид верстатів.

Багатотраверсні свердлильно-присадні верстати ідеально підходять для серійного виробництва, забезпечуючи високу продуктивність та ефективність при обробці великої кількості однотипних деталей. Завдяки конструктивним особливостям вони дозволяють значно підвищити швидкість виробництва, проте їх використання має певні обмеження. Зокрема, такі верстати можуть обробляти лише ідентичні деталі та потребують значного часу на переналаштування для кожної нової партії. Це робить їх спеціалізованим обладнанням, яке найкраще підходить для масового випуску заздалегідь визначених виробів, коли ключовими критеріями є продуктивність і ефективність.

Свердлильні центри з ЧПК поєднують високу продуктивність із максимальною гнучкістю у виробництві. На відміну від багатотраверсних свердлильно-присадних верстатів, де обробка виконується стаціонарними свердлильними групами, у свердлильних центрах кожен вузол активно переміщується під час роботи. Завдяки цьому вони однаково ефективно справляються як із серійним виробництвом однакових деталей, так і з обробкою різноманітних виробів без втрати швидкості та точності.
Окрім стандартних свердлильних операцій різні модифікації свердлильних центрів з ЧПК можуть бути оснащені додатковими вузлами, такими як пазувальні пилки чи фрезерні агрегати з магазином зміни інструменту, що значно розширює їхні функціональні можливості. Це дозволяє виконувати комплексну обробку деталей за один прохід, скорочуючи виробничий цикл.
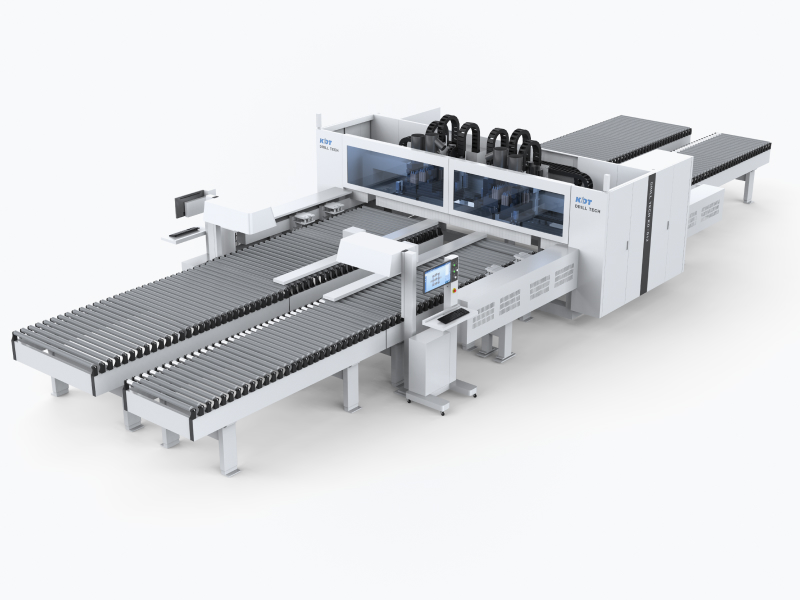
Свердлильний центр з ЧПК KD-812A з двома робочими столами, розроблений на основі моделі KD-612NHSZ, фактично поєднує можливості двох верстатів в одному корпусі, що дозволяє значно економити виробничий простір.
Таким чином, свердлильні центри з ЧПК є найбільш популярним вибором для автоматизованих виробництв. Вони поєднують високу продуктивність із гнучкістю завдяки рухомим вузлам, що забезпечує ефективну обробку як серійних, так і різнотипних деталей без втрати швидкості й точності. Можливість оснащення додатковими агрегатами, такими як пазувальні пилки чи фрезерні модулі, розширює функціональність, дозволяючи виконувати комплексну обробку за один прохід і скорочуючи виробничий цикл.
У середніх та великих виробництвах все частіше використовуються верстати для виготовлення та склеювання коробок. Однак при проектуванні великого виробництва додається опція автоматизованої пакувальної лінії, яку можливо напряму інтегрувати в автоматизовану виробничу лінію.
Першою перевагою такого підходу є автоматичне сортування деталей по різним замовленням на сортувальній ділянці та виключення можливості помилки. Іншою перевагою є можливість встановлення автоматичної вимарювальної станції, яка передає данні про розмір згрупованих деталей на верстати для виготовлення та склеювання коробок в автоматичному режимі.
Більше про автоматизовану лінію ви можете дізнатися у нашій статті “Автоматична лінія KDT для пакування меблевих деталей”
Висновок
Великі меблеві виробництва не обмежені ні в площі, ні в бюджеті, що дозволяє їм максимально автоматизувати процеси та мінімізувати виробничі витрати. Головне питання для таких підприємств – не які верстати обрати, а скільки їх встановити. Виробничий процес починається з автоматизованого складу, звідки матеріали подаються безпосередньо на верстати для розкрою. Використання кількох пильних і обробних центрів з ЧПК забезпечує високу продуктивність, а автоматизовані системи транспортування та крайколичкувальні лінії зменшують час простоїв і підвищують ефективність. Свердлильні центри з ЧПК є основним вибором для таких виробництв завдяки їхній гнучкості та можливості комплексної обробки деталей. Автоматизована пакувальна лінія напряму інтегрується у виробничий процес, усуваючи потребу в сортуванні деталей. Верстати KDT мають вбудовану можливість інтеграції в автоматизовані лінії, що робить їх оптимальним вибором для масштабного виробництва.
Зв’яжіться з фахівцями нашої компанії — ми уважно вивчимо виробничі потреби, допоможемо визначити оптимальну конфігурацію обладнання та розробимо креслення виробничої лінії безкоштовно, відповідно до ваших технічних вимог. Для отримання консультації звертайтесь за такими контактами:
+38 (067) 445-60-35
Пов'язані товари

Пов'язані статті

Які верстати необхідні для відкриття меблевого виробництва. Середнє виробництво
У попередній статті ми розглянули, які верстати обирають виробництва невеликого розміру. Тепер наста..

Які верстати необхідні для відкриття меблевого виробництва. Мале виробництво
Мале виробництво має обмежений простір і бюджет, тому кожен вибір обладнання є критично важливим...

Автоматична лінія KDT для пакування меблевих деталей
Процес пакування меблів є завершальним етапом виробництва та відіграє ключову роль у формуванні перш..
 Facebook
Facebook Instagram
Instagram YouTube
YouTube