 +38 (067) 445-60-35
+38 (067) 445-60-35 info@kdtmac.com.ua
info@kdtmac.com.uaСвердлильно-присадний центр з ЧПК KD-612KHS


Свердлильно-присадний центр з ЧПК KD-612KHS
В наявності
- Свердління з 6-ти сторін
- 3 свердлильні групи на: 12 – горизонтальних шпинделів, 35 – вертикальних шпинделів (26 – зверху, 9 – знизу)
- 2 фрезерних шпинделя на 5,5 кВт (верхній) та 3,5 кВт (нижній)
- Пазувальна пила по осі Х
- Довжина деталі: 70-2800 мм
- Ширина деталі: 35-1200 мм
- Швидкість переміщення по осях, X/Y/Z 140/90/50 м/мин
- Конвеєр відведення стружки
- Задній розвантажувальний конвеєр
- Режим обробки по 2 деталі
Призначення
Свердлильно-присадний центр з ЧПК KD-612KHS з трьома свердлильними групами (2 зверху та 1 знизу) для свердління з 6-ти сторін та пазувальною пилою призначений для високоточного свердління наскрізних та глухих отворів у торцях та площинах меблевих щитів, що дозволяє проводити обробку будь-яких карт присадки за один прохід деталі. Верстат оснащений двома фрезерними вузлами для фрезерування як простих прямих пазів, наприклад, паз під задню стінку або дно ящика, так і профільну обробку.
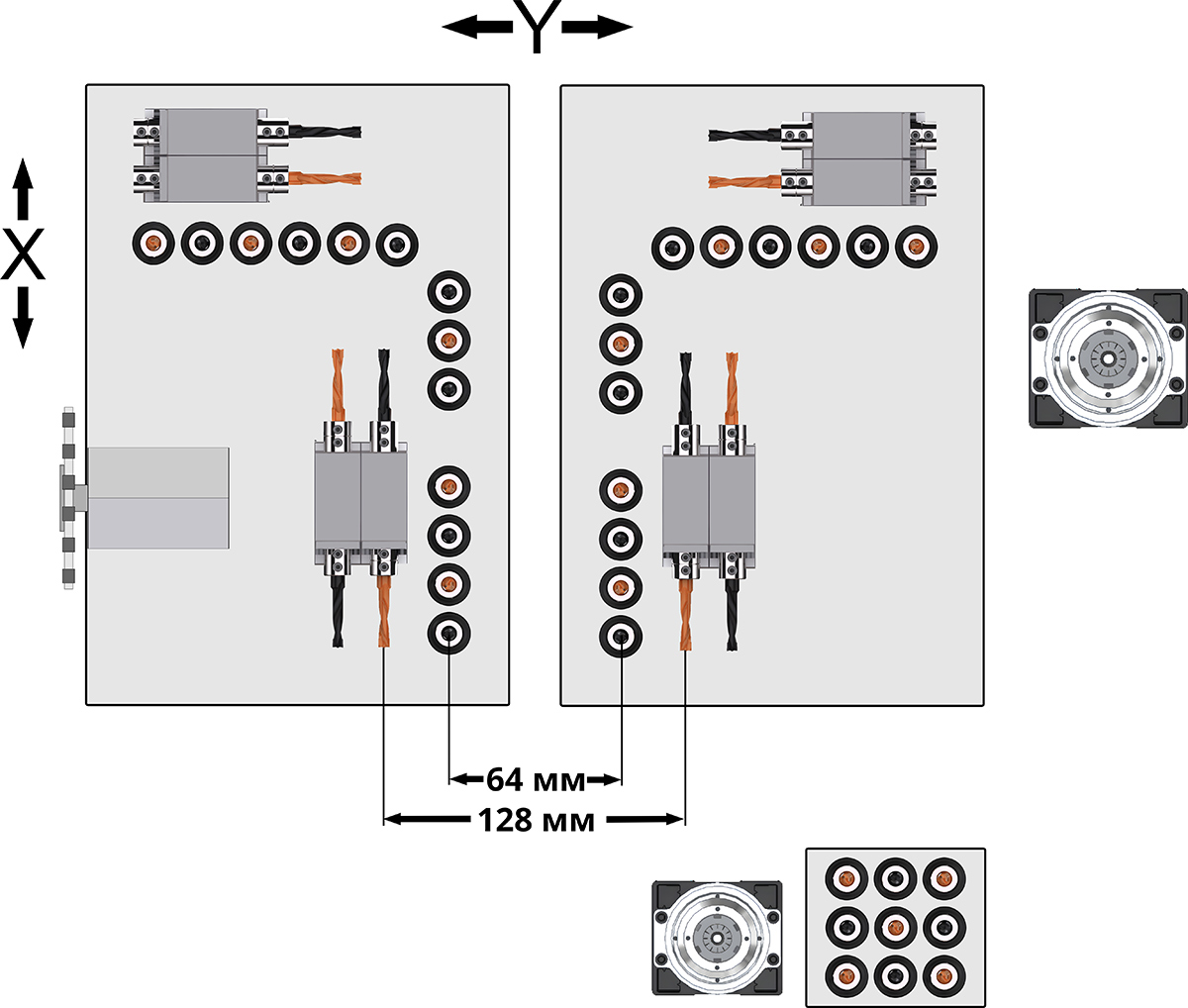
Схема свердлильних груп
Відмітні особливості
- Можливість роботи з програмами оптимізаторами із картами присадки, а також друкувати етикетки;
- Висока швидкість обробки: 140/90/50 м/хв;
- Пазувальний вузол – пилка 120 мм;
- Фрезерний вузол у стандартній комплектації;
- Свердління з 6-ти сторін;
- Присадка дрібногабаритних деталей від 70*35 мм;
- Автоматичне змащення напрямних переміщення X і Y;
- Два варіанти вивантаження деталей із верстата "назад/вперед";
- Автоматичний розвантажувальний стіл;
- Візуалізація обробки двосторонньої карти присадки;
- Підтримується режим пакетного свердління;
- Сканер для зчитування карти присадки за штрих-кодом.
Конструктивні переваги

Пульт керування CAD/CAM з можливістю зчитування штрих кодів, що дозволяє збільшити продуктивність верстата.

Сканер для зчитування штрих-кодів входить до базового оснащення верстата.
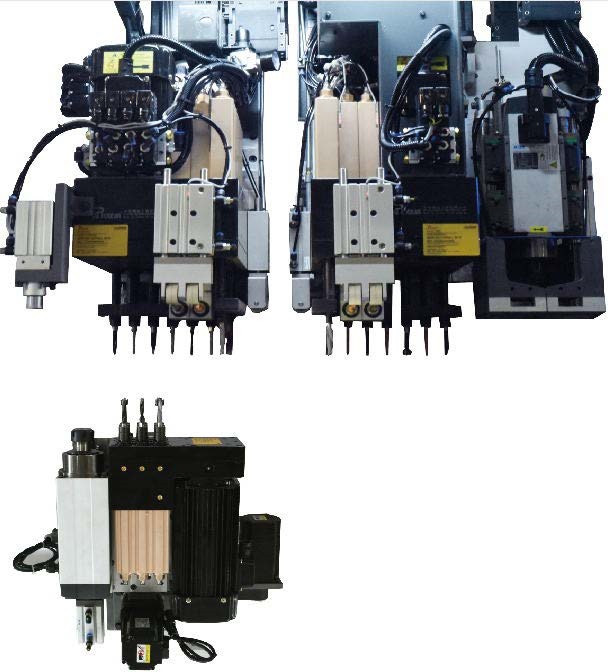
На верстаті встановлено 3 свердлильні групи на: 12 – горизонтальних шпинделів, 35 – вертикальних шпинделів (26 – зверху, 9 – знизу). У стандартній комплектації встановлено 2 фрезерні вузли (5,5 кВт + 3,5 кВт).

Верстат може проводити одночасну обробку двох панелей, причому зверху і знизу, в рамках одного робочого циклу завдяки можливості свердління з 6-ти сторін.
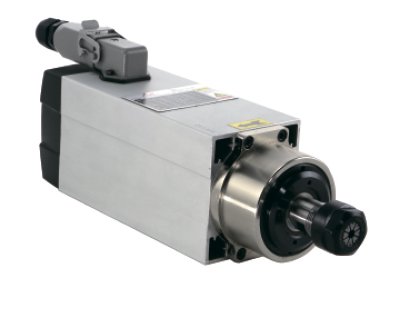
2 фрезерних шпинделя 5,5 кВт + 3,5 кВт, 18000 об/хв (згори та знизу) для пропилювання прямолінійних та криволінійних пазів.

Пазувальний вузол із пилкою (діаметр диска 120 мм).

Режим пакетного свердління – обробка двох деталей одночасно при дзеркальній карті присадки.
Можливість роботи з усіма популярними програмами оптимізації карт присадки та друку етикеток.

Рама верстата розроблена з урахуванням програм САПР, де були розраховані та змодельовані максимально допустимі навантаження та вимоги до конструкції верстата. Зварна рама проходить відпуски для зняття всіх внутрішніх напруг у матеріалі, далі відбувається обробка на п'яти осьовому металообробному верстаті, де фрезеруються всі майданчики та отвори для монтажу вузлів та агрегатів.

Верстат у базовій комплектації має конвеєр для видалення стружки та невеликих залишків заготівок.

Легке пересування деталей по столу відбувається за рахунок потоку повітря, що подається спеціальним електровентилятором через отвори у верхній частині столу, тим самим виключається можлива поява подряпин на нижній поверхні деталі.

Два автоматичні затискачі дозволять надійно зафіксувати заготівку довжиною від 70 мм. до 2800 мм і виконувати менше перехоплень під час свердління, що значно збільшує швидкість робочого циклу порівняно зі верстатами, у яких один затискач.
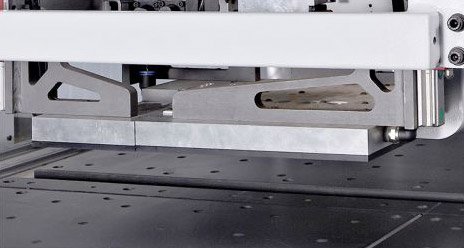
Потужний вертикальний притиск надійно позиціонує заготівку. Працює синхронно із свердлильним вузлом.

Пересувні плити в зоні свердління дозволяють виконувати наскрізне фрезерування.
Бічний вирівнювач заготівок.

Захист оператора від травмування.

Зона виходу готових деталей з поперечним транспортером оснащений датчиком виявлення заготівки.
Мінімальний розмір заготівки 70х35 мм, що дозволяє здійснювати присадку дрібногабаритних деталей.

Герметична пиле- та вологостійка шафа з електронними компонентами від провідних світових виробників винесена із зони обробки, що продовжує термін служби електро-компонентів та забезпечує зручність обслуговування.
| Характеристики свердлильно-присадного центру з ЧПК | |
| Довжина деталі, мм | 70-2800 |
| Ширина деталі, мм | 35-1200 |
| Товщина деталі, мм | 9-60 |
| Швидкість переміщення захватів деталі (Х), м/хв | 140 |
| Максимальна швидкість по вісі (Y), м/хв | 90 |
| Максимальна швидкість по вісі (Z), м/хв | 50 |
| Кількість свердлильних груп, шт | 3 |
| Кількість вертикальних шпинделів (верхня група), шт | 26 |
| Кількість вертикальних шпинделів (нижня група), шт | 9 |
| Кількість горизонтальних шпинделів, шт | 12 |
| Фрезерний вузол, кВт | 1x5,5 + 1x3,5 |
| Пазувальний вузол (розмір пильного диска), мм | 120x20x4 |
| Діаметр аспіраційного шлангу, мм | 1x100 + 1x150 + 1x200 |
| Повна потужність, кВт | 28,2 |
| Робочий тиск, МПа | 0,6 |
| Розміри верстата (ДxШxВ), мм | 6040x3140x2190 |
| Маса, кг | 4000 |
Увага!
Технічні характеристики та зовнішній вигляд товару можуть бути змінені виробником без попереднього повідомлення. Facebook
Facebook Instagram
Instagram YouTube
YouTubeДізнатися ціну
Дякуємо за Ваше замовлення!
Ми зв\ʼяжемося з Вами в найближчий час.
© 2024 KDT Woodworking Machinery деревообробні верстати